   |
|
私が使っている優れもの測定器をご紹介いたします。 中古品を入手したのですが私的にはなかなか気に入っているアイテムです。 測定器は新品であっても中古であっても基本的には日々のメンテナンスと使い方しだいだと思います。 |
|
| Mitutoyo デジタルマイクロメータ 【331-251】 | |
CNC加工や特に旋盤加工において絶対的な必須アイテムの一つがマイクロメーターであり、ある意味、旋盤やフライス(CNC)とマイクロメータはセットと考えるべきですね。 最近の特に[ミツトヨ]のデジタルノギスの上位機種の精度は非常に高く1/100mm程度の加工で上手に使えば充分使用できると思いますが・・・・・一般的にノギスは1/20mm程度の測定精度と考えておいた方が良いでしょう。 何分にも1/100mm程度の一般的な加工を行うのに1/100mm精度の測定器で測定すると言うのは常識的に無理がある話で至難の業が必要になります。 ・・・・が・・一般的に私達のようなホビーストは残念ながら、そのような技を持っていません。 言い換えれば、我々アマチュアはプロ以上に高精度な測定器具や機械を駆使して初めてプロの仕事に近づけるのかもしれませんね。 そこで今回、登場するのが[世界のMitutoyo]が誇る1/1,000mmクラスの【デジマチック・キャリパーゲージ】(通称::デジタル・マイクロメータ)なのです。 |
|
 |
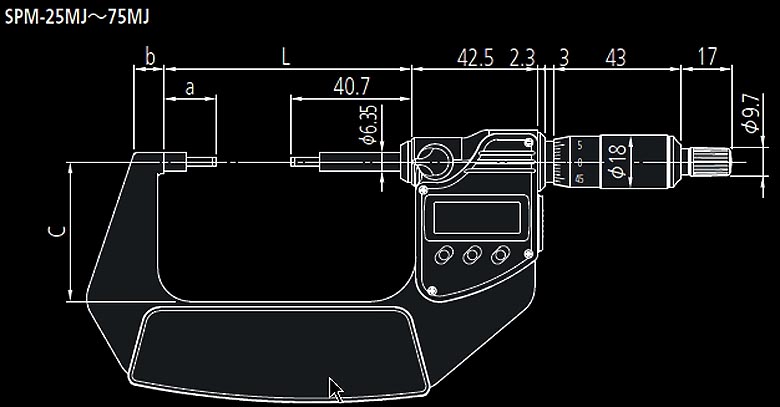
今回、登場のマイクロメーターは・ひと味違います。 マイクロメーターも測定物により多種揃えなければなりませんが今回の[331-251](新品番SPM-25MJ)は非常に優れものです。 今回私が入手した物は旧品番[331-251]の物ですが現行品と大きな変わりは無いようです。 測定範囲は0〜25mmと一般的ですがボディ自体はワンサイズ上の25〜50mmクラスを使用し測定面がΦ3mm×10mmと細くなっています。 俗に言う【スプライン・マイクロメータ】って言うやつです。 全体構造は[クーラント・プルーフ]となっており防塵防水は完璧です。 標準で外部出力端子と定圧装置(ラチェット機構)を持っています。 ただし優れモノなのですが・・・・・ ・・・価格が非常に高く-・・・(ーー;) 標準の0〜25mm 1/1,000mm デジタルマイクロの標準定価が\17,300(税込み)程度に対し・・ な・なんと・・・このタイプは標準定価が \32,445(税込み)と (ーー;) デス。 まぁ〜世界のミツトヨ・・・良い物は高いと言う事で・・・(^^ゞ |
 |
|
 |
|
 |
|
| 今回入手した物は、そこそこの使用感はありますが全体的に綺麗ですね。 裏面の刻印 [No.331-251]から機種の判別ができます。 ミツトヨ ホームページカタログ |
 |
| 操作ボタンは [オリジン]の絶対原点(ゼロ点調整) 測定毎に必ず一回原点を合わせます。 [ZERO/ABS]のアブソリュート任意ゼロ点セット 一旦測定した値を基準に、あと幾らって追っかける時に非常に便利な機能ですね。 [ホールド]の測定値固定表示 実は、この[ホールド]これが優れもので従来は測定時にスピンドルを一旦ロックして測定物から外して表示数値を読み取るために一時的に片手を離さなければいけなかったのですが、これは[HOLD]のボタンを押すだけで後はシンプルが動いても測定値の表示が変わりません。 |
 |
| 最大の特徴の測定面です。 当然[超硬チップ]付きです このタイプは両端の測定面がΦ3mm×10mmです。 これが最大に威力を発揮します |
 |
 |
勿論、測定範囲内であれば従来通りの丸物の外形測定は1/1,000mmの精度で測定できます。 定圧装置(ラチェット機構)付きですから誰でも簡単に測定可能ですね。 |
 |
上記同様に板厚測定 CNCでの加工ではZ軸の送り(切り込み深さ)を決める為に完璧な厚さ測定が必要です。 特に一皮残して・・・なんて加工では絶対的な測定作業です。 これをノギス・・・ミツトヨならともかく特に大陸製のノギスってのは"テレちゃいますネ・・(^^ゞ |
| 測定面が細い為に細径のワイヤーや軸の測定はかなり高精度かつ簡単に行えます。 いわゆる細い物で太い物は測れますが、太い物で細い物は測れないと言う事でしょうか。 但し、細径の測定面での測定には若干の繊細性が要求されますね・・・・・ でも1/1,000mmを測定するのに、大雑把な操作は如何なものか・・・・(ーー;) |
 |
| スプライン・マイクロメーターと言う由縁が、ここにあります。 画像のようにスプラインの内側を測定する事が簡単にできます。 これは標準のマイクロメータでは、どう逆立ちしてもできないでしょう。 |
 |
| 同じようにプーリー溝などの溝の小径部分の測定も簡単にできちゃいます。 ヽ(^。^)ノ |
 |
| と・・・言う事で何本もマイクロメータをもつ事ができない我々アマチュアのホビーストがマイクロメータを1本揃えるとしたら・・・これに尽きると思います。 | |
 |
【応用例(改造)】 ちなみに左画像は今回のスプラインマイクロメーターの細径測定面を切り落として 25〜50mm様に改造した物です。 但しベースの表示が0〜25mmですので25mmの時に0.000mmと表示されるので測定表示値に25mmを足さなければなりません。 きっと何かと何かのボタンを押しながら何かをすればオリジンの表示値を25.000mmってできるのかも? |
 |
【 発 見 ! 】 上述で何か表示を切り替える方法が無いか・・・? って 申し上げましたが・・・・・発見しました ヽ(^。^)ノ せっかく25〜50mmに改造したのに〔ORIGIN〕(原点)が"0.000mm"じゃ使いづらい・・・って言うか間違えやすい。 そこで、メーカー(Mitutoyo)の立場になって、よく考えると各サイズ毎に基板を設計するだろうか・・・? また・データーの変更等・・バックアップ電源の無いもので行うだろうか? どう合理的に考えても確実な製品を大量生産する為には、きっと表示や操作機能についてはハード的な論理を組んで各機種共に基板や表示器を共通化して生産し、組み立ての段階で選択スイッチにより機種を切り替えた方が市場に合わせたフレキシブルな大量生産が可能でしょう。 と・・・・言う事は内部にスイッチ・・・・むっむぅ〜 スイッチなどのコストがかかり接触不良等のリスクの有る部品は一般的な大メーカーはきっと避けるでしょう。 であればジャンパー線の半田付け等・・低コストで確実な方法を取る・・・・と言うのが私の推測である。 取り合えず、恐る恐る分解してみましょう (^。^) と・言っても4本のビスを外すだけの簡単な作業です。 |
 |
|
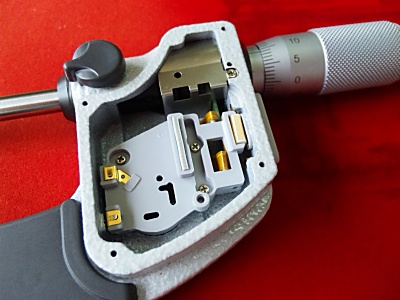 |
内部は意外と単純な構造である。 が・・・しかし、流石〔世界のMitutoyo〕である。 単純ながらも機能的かつ綺麗な作りである。 〔クーラント・プルーフ〕と・言うだけあって防塵・防水対策は万全でありパッキン類も大陸製のように安価なゴム類では無くシリコン系の物が使われているようです。 しかしながら・・・・この内部に表示を切り替えられるような物は見当たりませんネ (^_^;) |
 |
で・もって・・・・表示器側を見てみましょう。 おっ〜おっ・・・基板に怪しげで不自然な端子を発見 ヽ(^。^)ノ 多分・・この小さな半円を組み合わせた端子の短絡により表示や機能を変えるのでは・・・(・.・;) 取り合えず〔実験〕 ! ・・・やっぱり・・・・でしょぉ〜 (^。^) 〔赤色矢印〕の端子を半田で短絡させると 25〜50mm表示 すなわち〔ORIGIN〕(絶対原点)ボタンを押した時に25.000mmが表示される。 〔黄色矢印〕の端子を半田で短絡させると 50〜75mm表示 すなわち〔ORIGIN〕(絶対原点)ボタンを押した時に50.000mmが表示される。 今回は〔赤色矢印〕の端子を短絡させて完成としよう。 実験大成功 ! 残念ながら他の端子は試していないが、きっと短絡の組み合わせで他に〔ORIGIN〕が75mmとか100mmとかに変わったり〔インチ表示〕になったりするのだろう。 これで0〜25mmのスプライン・マイクロメーターを改造して 25〜50mmのデジタルマイクロメーターの完成であります。 ひょっとして、この機能を工夫すればデジタル・マイクロを改造して色々な測定器具や治具が作れるかも ヽ(^。^)ノ |
 |
|
| Mitutoyo ノギス 【CD-15CXW】 | |
| ちょっとマイクロメーターの話でノギスが出てきましたのでご紹介しましょう。 ノギスと一口で言っても色々有りまして価格やメーカーにより精度・性能は多種多様でしょう。 でも、私見ですが・・・・良い仕事をする為にはノギスもやっぱり[世界のMitutoyo]以外には無いでしょう |
|
 |
左画像は今回入手した[世界のMitutoyo]の【CD-15CXW】です。 ノギスも大は小を兼ねるのですが、やはりあまり大きいと測定時の振り回しに邪魔になるので150mm、200mm、300mmと数本揃えておくのがベストでしょうか。 機種の選択には必ず[ゼロ・セット]のボタンが付いている物を選ぶのは常識でしょう。 今回の機種の精度は1/100mmのようです |
 |
今回入手した物も裏面の品番から機種が特定できます。 このノギスは現行品のようです。 外見的には若干の使用感はありますが綺麗な方でしょう。 |
 |
長く使うなら、やはり今回入手した物のようにジョーに超硬のチップが付いている物が良いでしょう。 ただし今回の物は超硬のチップの中央部が若干磨耗しているようです。 現在同等の機種を何本か使っていますので、これをハイトゲージか外部出力端子が付いていますのでDROに改造しちゃいましょうか (^^ゞ |
| 価格的には今回入手した【CD-15CXW】は、定価\19,320(税込み) と超硬チップ無しのCD-150CXの定価\15,225(税込み)よりは若干高めですが値はあるでしょう。 | |
| 自作デジタル・ハイトゲージ | |
 |
機械工作の【三種の神器】と言えば、やはり〔デジタル・ノギス〕〔デジタル・マイクロメータ〕そして ・・・・・やはり〔デジタル・ハイトゲージ〕でしょうか。 私は何本かのハイトゲージを持っていますが左のような〔アナログ・ハイトゲージ〕は、最近では殆ど使わないのが現状ですね・・・・(^_^;) 特に、この300mmクラスになると振り回しも大変で、よほど特殊な測定にしか使いません。 左のような〔アナログ・ハイトゲージ〕は一般的に、みなさんお持ちの測定工具ですが・・・・みなさん・もれなく・・・作業台のオブジェとなっているようです。 (^_^.) |
 |
ところが、左画像の〔自作〕【デジタル・ハイトゲージ】は上述しましたように私の工作においては【三種の神器】の一つとも言える働きを毎日しています。 私の他の特集でもご存知のように必ず使用しており、工作のスピードと正確さを望むのであれば必須のアイテムですね。 ただし、できれば〔ミツトヨ製〕の新品が欲しいところですが価格的に\30,000〜\50,000と非常に高価である事と製品はガッシリと剛性にも優れているのですが・・・・・どうも振り回しの点では難点もありますので左画像は私がデジタル・スケールを使用して自作したものです。 |
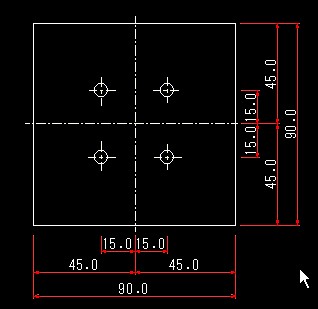 |
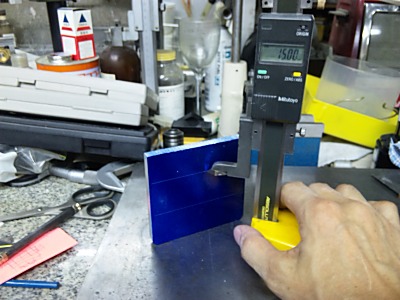
それでは〔デジタル・ハイトゲージ〕の一般的な使い方をご紹介いたしましょう。 仮に左画像のような穴加工を行う場合をイメージしてください。 図面の指示的には原点からの座標指示ではなく左のように加工材料の中心位置からの寸法指示が一般的です。 |
 |
まずは、ケガキ線の視認性を向上させる為に加工材料表面に〔青ニス・スプレー〕を薄く吹き付けておきましょう。 これは加工後〔シンナー〕や〔パーツクリーナー〕等で簡単に拭き落とせますので大変便利です。 |
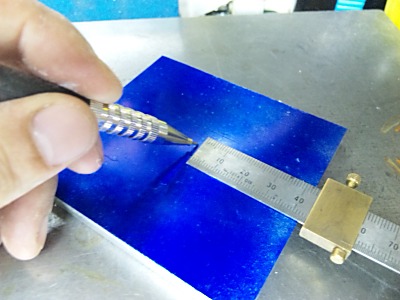 |
〔デジタル・ハイトゲージ〕を使わない場合は、一般的に左画像のようにスケールとケガキ針を使用して材料の中心線をまず入れてから上下に必要間隔のケガキ線を入れてゆくか、もしくは電卓を使って片端から寸法を追いかけていくのが普通でしょうか。 ただし在来の、この作業は一見簡単そうに見えますがスケール端面へのケガキ針の当て方・・スケールの目盛りの読み・・・等々・・熟練が必要で素人には加工誤差の集積の第一歩になりかねません。 また加工精度が向上しないケースの大部分が、このケガキに問題があるようです。 |
 |
そんなんで・・・では【三種の神器】では、どうかと言うと・・・ 〔デジタル・ハイトゲージ〕を使用する場合はまず最初に定盤の上でスクライバ(先端のくちばし)を一旦、定盤の上面に合わせて〔デジタル・ハイトゲージ〕の〔ORIGIN〕のボタンを押して定盤上面を基準面(絶対原点)とします。 〔ゼロ・セット〕ボタンを押して基準点をセットしても良いのですが〔ORIGIN〕で絶対原点をセットしておけば基準点を何度変更しても(ゼロ・セットボタンで、どこにセットしても)一旦電源ボタン(ON/OFF)を押せば常に、先ほどセットした定盤の上面(絶対原点)からの位置(距離)を表示してくれるので非常に便利です。 |
 |
次に上図の寸法指示である45mmになるようにスライドさせて先端を45mmにセットします。 45mmにセットしましたら、ここで再度〔ゼロセットボタン〕を押して表示を〔0.00mm〕にセットしましょう。 これで図示のワーク中心のセットが完了です。 |
 |
|
 |
あとは、上記〔0.00mm〕から表示を見ながら〔-15.00mm〕まで下げて先端の超硬をワーク表面に滑らせれば非常に細く高精度で綺麗なケガキ線が入ります。 板物をケガく場合は板の裏側に適当なブロック等を当てがい板が垂直に立つようにしましょう。 |
 |
今度は、同じように表示をみながら〔+15.00mm〕にセットして同じようにケガキましょう。 後はご推測のとおりワークを90度回転させて同じ事を行えば完了です。 ラフなものであれば最初の〔-15.00mm〕のセットでワークを90度ずつ3度回転させて4本ケガキ線を入れても同じようになりますね。 またケガいた線を基準に、そこか何ミリって寸法を追いかけたい場合は一旦、ケガいた状態で〔ゼロ・セット〕ボタンを押せば今度は現在の位置が基準点になります。 再度、定盤上面(絶対原点)からの距離に切り替えたければ電源ボタンをON/OFFして下さい。 |
 |
上述でご紹介した使用方法は、あくまで単純な一般的な使い方ですが、どのようなケガキでも基本は同じで注意する事はワークを直角に(垂直に)立てて行うと言う事だけです。 何故、〔アナログ・ハイトゲージ〕とは違い〔デジタル・ハイトゲージ〕が必要不可欠であるかと言うと、もうお分かりのように〔測定工具〕としてのみならず〔ケガキ工具〕として非常に威力を発揮するからです。 これは、一重に〔デジタル・ハイトゲージ〕は、どの位置でも〔ゼロ・セット〕が可能であるからです。 正直なところ〔デジタル・ハイトゲージ〕を一旦使ったら二度と手放せなくなるでしょう。 |
 |
〔デジタル・ハイトゲージ〕のご紹介にあたり、製品は〔振り回し〕に難点が・・・・・・と冒頭で記載した意味がお分かりになったと思いますが〔ケガキ〕を主たる目的で使用されるならば200mm以下の小型で振り回しやすい物を自作する事をお勧めいたします。 そんな・・・・わけで 〔デジタル・ハイトゲージ〕の自作の仕方を 特集【ハイトゲージを作ろう】としてアップいたしま ! ぜひ、こちらも・ご覧下さい ネ ! ヽ(^o^)丿 |
| 【デジタル・ディプスマイクロメータ】 | |
.jpg) |
機械加工、特に旋盤加工においては諸氏諸先輩をはじめ初心者の方でも外径や内径については[デジタル・ノギス]だの[外/内マイクロ]だのと加工精度に拘りを持たれていると思いますが穴の深さ測定はどうでしょう。 市販されている【ディプスマイクロメータ】とは違う小振りで使い勝手の良い【自作デジタル・ディプスマイクロメータ】です。 |
.jpg) |
何といった事は無い、手元に有った[世界のMitutoyo]の俗に言う【スプライン・マイクロメータ】[331-251](新品番SPM-25MJ)をベースに作ります。 ディプスマイクロのレンジとしては一番使用率の高い 0〜25.00mmの物を作りましょう なぜ、これをベースにするかと言いますと測定面が細く、そして長く当然[超硬チップ]付きだからです |
.jpg) |
当然の段取りとして測定前に定盤の上などに底面を当ててゆっくりと測定子を繰り出し[底面]と[測定子]が平らになるようにしてから[ORIGIN(絶対原点)]のボタンを押してセット完了です。 実際に使って見ると本当に良いですねェ〜 小振りですので刃物台をチョット右に寄せてやるだけでスパッ〜っと計れます。 これさえ有れば絶対に加工のスキルアップ間違い無しですね。 詳しい作り方は【ディプス・マイクロを作ろう】で詳しくご紹介しています。 |
| 他にも色々ありますので暇を見つけご紹介してまいりますね (^。^) | |
 |
|