 |
|
| |
|
いつも機械設計の時に非常に悩んでしまう事があります。 それは径の大きいネジ加工で特に板モノに加工する時など特にです。 仕事で設計するなり加工するのであればマシニングを使えるので何ら問題は無いのだが趣味の加工となると別問題で、愛用の機械では困難を極め、どうしても、それらの加工が必要の無いように設計で逃げてきました。 旋盤で加工する事も出来ないわけでは無いが4爪に掛かり切らないものや、いちいち切り始めをスレットダイアルで合わせるのも面倒くさい。 そこで mini-CNCを使ってZ軸とX,YのG02(円弧指令)とZ軸の移動補間でネジ山加工をやってみる事にしました。 きっと諸先輩は既にやられていると思いますが私にとっては始めての体験ですので、ここにご紹介いたします。 尚、本件に関して初歩的で稚拙と思われる方は、どうぞ読み捨てください。 m(__)m |
|
| 【 動作原理とGコードの編集 】 | |
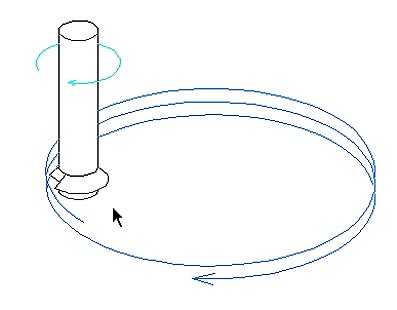 |
【刃物の回転動作】 何と言う事は無く、ねじ山に合った刃物を高速で回転させながら(自転)、ネジ径に合った公転運動をZ軸をネジピッチにあわせて無段階で下げて行けば良いだけの話だと思う。 いわゆる汎用機(マシニング等)で言うヘリカル機能とかZ補間って言うやつじゃないのかな? まぁ〜口で言うのは簡単なのだが (ーー;) でも世の中、講釈だけで自分では何もやった事の無い方も、いっぱいおられるようで・・・ |
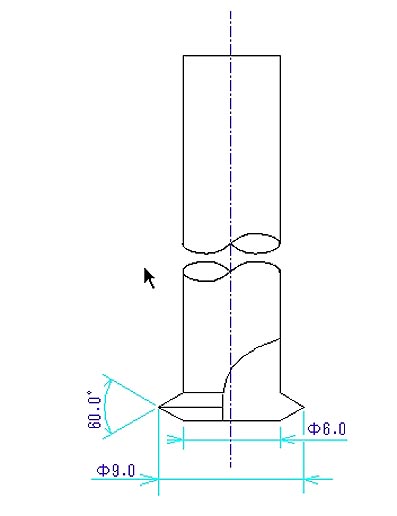 |
【 刃物の形状 】 市販品でノガ・ミルスレッドなる物があり当社でも販売しているが2〜3万円/本と高価な刃物である為、自作する事にしよう (^。^) 特殊な物を除けば、殆どのネジが60度の山でありネジの深さも直径には関係なくピッチで決る・・ハズ。 いわゆるネジ山の高さ H=Pcos30=0.866P となる・・ハズ。 P 0.5は 0.5×0.866=0.433mm P0.75は0.75×0.866=0.649mm P 1.0は 1.0×0.866=0.866mm P1.25は1.25×0.866=1.08 mm P 1.5は 1.5×0.866=1.299mm だから最大でシャンク径(6.0mm)+(1.299×2)≦Φ9.0mm程度の刃物が有ればOKかな ? 刃物の角度については刃物の直径と切削軌道の傾きにより60度では大きくなり過ぎるような気がするので難しい計算は止めてカット・トライでやりましょう。 予定では、これ1本有れば雄/雌ネジ問わず殆どのピッチのネジを切れる・・・ハズ ひょっとして逆ネジもぉ〜 (^。^) |
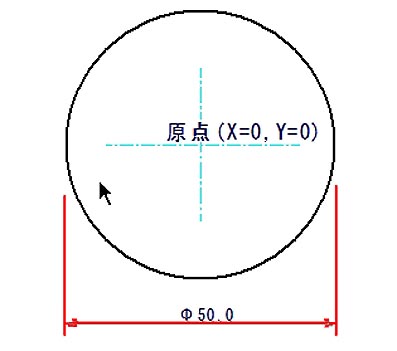 |
【 ヘリカル指令 】 愛用のMachの補助機能としては使った事が無いができるようだ。 が・しかし難しそうなので今回はパスする。 取り合えずJWW-CADでΦ50の円を作図する。 原点は、どこでも良いのだが今回は中心にしておく。 JWW-CADの使い方は、省略しちゃいます。 m(__)m |
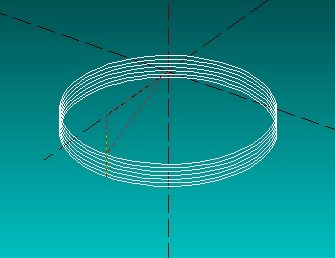 |
【NCVCによるGコードの生成】 一般的な条件の生成では、刃物が1周回って停止し指定したZ寸法まで下降して、再度1周する。 これの繰り返しである。 これじゃ〜・・・(ーー;) ただ私が薄学なだけでNCVCにヘリカル機能が有ったりしまして・・・・その場合は m(__)m NCVCの説明も省略しちゃいます m(__)m |
| % N0010(2008/02/07 10:54) N0030 G90G54G92X0Y0Z10. N0040 M8 N0050 S5000M3 N0060 G00Y-25.Z5. N0080 G01Z-0.15F60 N0090 G02J25.F800 N0100 G01Z-1.15F60 N0110 G02J25.F800 N0120 G01Z-2.15F60 N0130 G02J25.F800 N0140 G01Z-3.15F60 N0150 G02J25.F800 N0160 G01Z-4.15F60 N0170 G02J25.F800 N0180 G01Z-5.15F60 N0190 G02J25.F800 N0200 G01Z-6.F60 N0210 G02J25.F800 N0220 G00Z5. N0230 Z10. N0240 M9 N0250 M5 N0260 Y0 N0270 M30 % |
【標準生成のGコード】 左のサンプルでも解る様に赤字の部分でG01(指定速度)でZ軸を指定寸法まで下降させ、その後G02(円弧指令)で回転(公転)運動をさせている。 Φ50.0mm(半径25mm)の深さ6.0mmの彫り込み(ネジ切削)を想定しています。 ちなみに、ご存知のようにG02は右回り(時計回転)で G03は左回り(半時計回転)です。 これではクル〜ン・・カックン・・・クル〜ン・・カックン・・・てな動作ですね。 何かしらGコードについて稚拙な説明でm(__)m きっと皆さんは、そんな事知ってら〜って思っていらっしゃると思いますのでゴメンなさい。 Gコードの説明については |
| % N0010(2008/02/07 10:55) N0030G90G54G92X0Y0Z10. N0040M8 N0050S5000M3 N0060 G00Y-25.Z5. N0080 G01Z-0.15F60 N0090 G02J25.Z-1.15F800 N0110 G02J25.Z-2.15F800 N0130 G02J25.Z-3.15F800 N0150 G02J25.Z-4.15F800 N0170 G02J25.Z-5.15F800 N0190 G02J25.Z-6.F800 N0200 G00Y0.X0. N0220 G00Z5. N0230 Z10. N0240 M9 N0250 M5 N0270 M30 % |
【 Z軸補間 】 次にNCVCのテキストモードでの編集を使って上のサンプル・コードを編集改造してみることにする。 上のサンプルではX/Yを指令するG02とZ軸の送りが、其々順番に別の行に書かれているので、それなりに順番に動作していると思う。 これはXやYと同じで、きっと一緒の行に書き込めば移動の動作が補間されて同時に動くのではないのかな ? 取り合えず左のサンプルのようにG02の後に続けてZ移動の指示を記述してみる事にしよう。 きっと公転しながらZで指定した位置を目標に動いてくれるはず・・・・・? ? ? 《 補間とは 》 いわゆるX/Yで例えるなら XとYとを個別に指定すると、まずX軸が、その位置まで動いて次にY軸が指定位置まで動きますが、一度にX軸とY軸の移動位置を指定しますと、スタートと同時に斜めに直接的にX,Yの指定座標まで動きます。 これが、きっとZ軸でもできるはず・・・? まちが・い・な・い・・! |
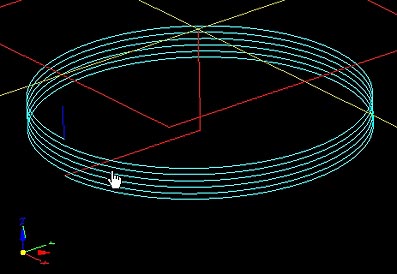 |
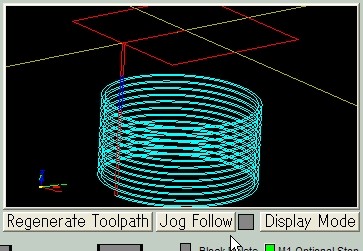
【 Machによる確認 】 Machに読み込ませてツール・パスの確認だぁ〜 『よっしゃ〜 !』 思ったとおりヘリカル運動をしてくれるぞ ! よし、次は刃物を作って実加工してみる事にしよう。 上手くいったら自動でできるようにNCVCの開発者のMagaraさんに頼んでみようかなぁ〜 Machの説明も省略しちゃいます m(__)m |
| 【 ネジ加工専用刃物の製作 】 | |
 |
【 刃物の素材 】 本来はハイスやSKDなどで作るべきなのですが、取り合えず理論の検証の為に・と・言う事で M6の長物キャップスクリューのストレート部分をシャンクにして頭を削って刃物を作る事にしましょう。 キャップスクリューは一般的にSCM435などのクロモリ材のはず(?)なので、そこそこ焼き入れができる・・・・・ハズ。 (^^ゞ 自信無いんですけど・・・ |
 |
【 刃物部分の成型 】 ストレート部分を旋盤のチャックに銜えて頭の部分をバイトで切削する訳ですが、60度のバイトで両側から真っ直ぐに攻めれば相手側も60度に仕上がるはず。 しかし、ここでは上述した理由により若干、刃物の角度を狭くする為に、バイトを少し振って加工します。 直感的感覚で約58度、程度に仕上がったんじゃないかなぁ〜 アバウトでゴメンなさい m(__)m |
 |
次にソロバンの玉状に成型した刃物部分にフライスとエンドミルを使って切り刃を付けます。 取り合えず2枚刃にしましょうかぁ〜 本来はインデックスを使って正確に割り出しをするべきなのですが実験用刃物と言う事で私の五感で割り出しをします。 (^。^) 本当はフライスのテーブルにインデックスの段取りをするのが面倒くさくて・・・・・ (^^ゞ |
 |
【 焼き入れ 】 ガストーチで加熱して あとは冷水にジュ〜って急冷します。 本当は45Cなどの素材は刃物の靭性を出す為に焼き戻しをしなければならないのですが、クロモリの場合は焼き戻しをしなくても、ある程度の靭性があるようです。 上手く行ったら次回は45C,55Cもしくはドリル・ロットで作る事にしますね。 |
 |
【 切り刃の調整 】 マイクロ・グラインダー(エァーリューター)にダイアモンド砥石をつけて切り刃の調整をします。 いわゆる《研ぎ》ですね。 切り刃の形状やチップポケットなど、今回はあまりこだわらず適当に好みでやっちゃいます。 |
 |
【 刃物の完成 】 取り合えず完成デス。 それなりに良い感じです。 完成寸法は刃径でΦ8.98mm 結構スクイの大きい刃物に仕上がりました。 Φ6mmシャンクの60度ネジ山用、・・・・・ なんて呼びましょうか ? 《ネジ加工用スペシャル・カッター試作品》・・とか・・・ まぁ〜名前は何でも良いと言う事で 《自作カッター》と呼びます。 (^。^) |
 |
|
| 【 実際の雄/雌ネジの切削加工 】 | |
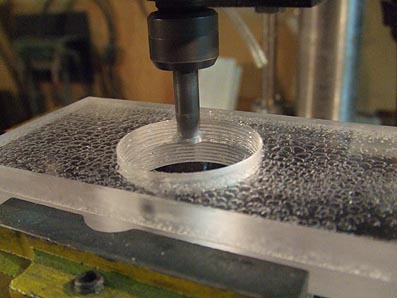 |
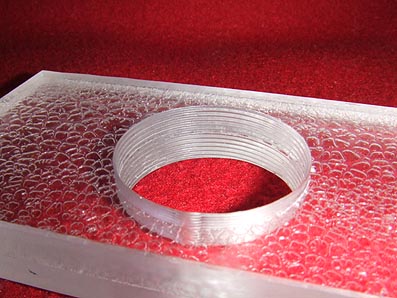
【 メネジ切削 】 取り合えずΦ32mmピッチ1.0mmのネジを切削する事にしました。 理由は手元に有った塩ビのパイプがΦ32だったので雄ネジも作って嵌め合いを見る為です。 JWWでツール・パスを作図する時Φ32mm(雌ネジの谷)ですからΦ32-(山高さ0.866×2)=Φ30.2mmの下穴を開けてネジの深さ0,866mmを2回に分けて切り込んでいくように作図します。 NCVCの深彫のピッチは当然ネジのピッチと同じ1.0mmづつに設定します。 一旦Gコードを生成したら上述通りZ軸に補間をかけるように編集します。 実際の切削は6.0mmの塩ビ板2枚を接着して12mmの板に行います。(接着が悪くて気泡が入ってしまいました (ーー;) ) うぉ〜っ・・けっこうイケてます。 想定通りの切削結果でェ〜す。 こりゃ凄い ! (^。^) |
 |
|
 |
【 オネジの切削 】 雌ネジが上手くいったので次にオネジも切削してみます。 オネジは外形Φ32.0mmから0.866mmを2回に分けて外から切り込むようにツールパスを書いて雌ネジと同じ要領で切削開始です。 主軸は切れの状態を見ながら24,000rpm回しています。 |
 |
【 Mach 】 左のMachのツール・パスからも分かるように切り込みはG02(時計回り)で2回に分けて切り込んでいます。 切り込み直しと原点への復帰についてはY軸を若干移動させて、せっかく作ったネジ山に刃物を引っ掛けないようにしています。 |
 |
【 オネジの完成 】 なかなかの仕上がりです。 ピッチ・ゲージでねじ山をチェックします。 あたり前の事ですがピッチ1.0mmに見事仕上がっています。 切削面も何とか我慢できる範疇に仕上がりました。 (^。^) |
 |
|
 |
【 ネジの嵌め合い 】 殆ど遊びもガタもなく滑る様にねじ込めます。 感激デス ! これなら光学機器等のネジ加工も刃物のリーチの許す限りできそうです。 かなり精度の高いネジ加工ができました。 また多数の雌ネジを切削する時に威力を発揮できそう〜 |
思った以上の大成功でした。 刃物一本で殆どの直径とピッチのネジがZ軸を補間させる事でmini-CNCで右ネジ、左ネジ、雄ネジ、雌ネジを問わず高精度で加工できる事が立証されました。 って言うか、きっとみなさんは既にやられている事でしょが、私にとっては独学独歩の始めての体験でした。 後はハイスか超鋼で刃物を作れば金属の加工も問題なしですね。 ご意見、ご指導がございましたら掲示板にお願い致します。 m(__)m |
|
 |
|