

 |
||
| 私が普段 mini-CNC で切削加工をするに当り、いつも使っている一連のソフトをご照会致します。 大部分が安価なシェアウェアかフリーソフトを使用していますが、私が趣味で使用するに 当っては一般的な産業用の数10万〜数1,000万円するものに対してのコストパフォーマンスは非常に高く、おおいに満足しております。 また逆にNC制御の習得と言う観点からは産業用ソフトに勝るとも思います。 |
||
 |
【 作図 CAD 】 通常私が公私共に使用していCADでフリーソフトとは思えないほど多機能で素人でも直ぐ作図可能なCADです。 多くの外変処理のオプションがWebで発表されており、かなりのカスタマイズが可能です。 また、殆どのNCソフトなどとの連携も強化されていますので各高専や大学でも実習用に使用されているほど日々日々バージョンUPされており、現状、フリーソフトでは国内最強のCADになりつつあります。 作図専用で使われる場合Jw_win.exeが インストールされる同じディレクトリに(通常C:JWWのフォルダー)内のjw_wwin.jwfを私のカスタマイズした、これと入れ替えて使った方が使い易いかもしれません。 |
|
 |
【 ツールパス作成ソフト 】 通常〜10mm程度の切り抜き加工についてはJMM-TooLを使っています。 このソフトは抜きに特化しておりJWWで 書いた原寸図形を入力し切削に使うミルの直径を入力すれば刃物の半径分の ツールオフセットを計算し自動でツールパスを.ncdコード出力してくれる優れものソフトです また下記NCVCソフトとも連携して切削のシュミレーションをしてくれます。 |
|
 |
【 NCデーター生成ソフト 】 【 シュミレーションソフト 】 私の場合通常はJMM-TooLを使用せずJW-CADで作図し複線を使用してツールパスを書き、そのままNCVCに受け渡して切削条件を設定してNCデーターを生成させています このNCVCもフリーソフトにもかかわらず非常に使いやすくシュミュレーション機能も優れています。 非常にお気に入りのソフトです。 |
|
 |
私も上記のNCVCの本を買いました。 メチャクチャ分かり易い本で、これ1冊買ってNCVCを動かせば誰でもプロ顔負けって感じです。 ・・・・たぶん (^。^) |
|
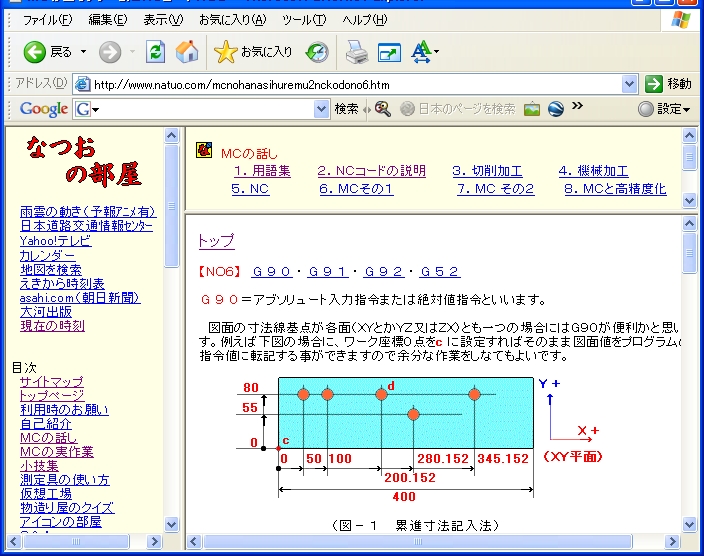 |
それと独学の私にとって初めてのNCコードを勉強するのに非常に参考になったのが です。 です。初心者にも分かりやすく解説してくれています。 ありがとうございました m(__)m |
|
 |
【 NC駆動ソフト 】 上記のNCデーターであるGコード(.ncd)は、このMach2によってパソコンからQUATTROに制御信号を送り各部のステッピングモーターを駆動しています。 Gコードが1,000行未満でしたらフリーで使えますが、それ以上はライセンスの取得が必要となり\23,100です。 現在はMach3にバージョンアップしていますが変更点はビジュアル(表示)系の強化のようですので私はあえてMach2を使っています。 |
|
 |
【 切り抜き文字用ソフト 】 JWW-CADでは文字の図面化に限界がありますので私の場合は一旦 Sai Drawで入力文字をパスに変換してからJww-CADに受け渡し それから切削データーを上記要領で作っています。 |
|
| 【 Mach2の設定 】 参考と言うか私の記録の為に 私の現在のMach2の設定を記録しておきます。 F設定値は一番安定している常用値です。 |
||
 |
||
| まずは基本的な設定はConfigタブの上から設定してゆきます。 | ||
 |
||
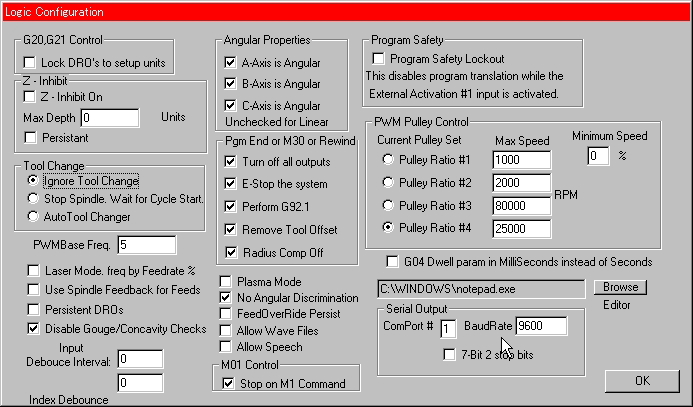
| Setup Unitsの設定は当然ですがインチではなくミリメートル表示を選びます。 | ||
 |
||
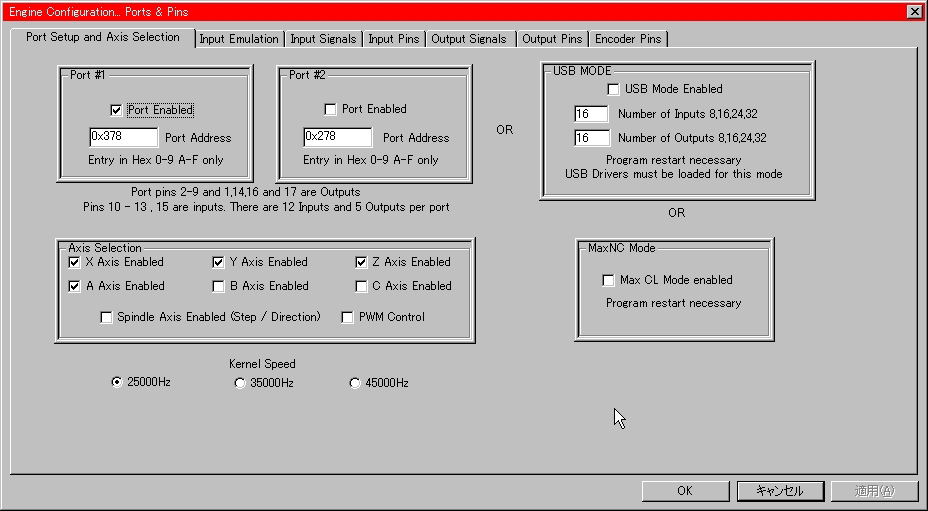
| 何も考えずに上のまま設定 | ||
 |
||
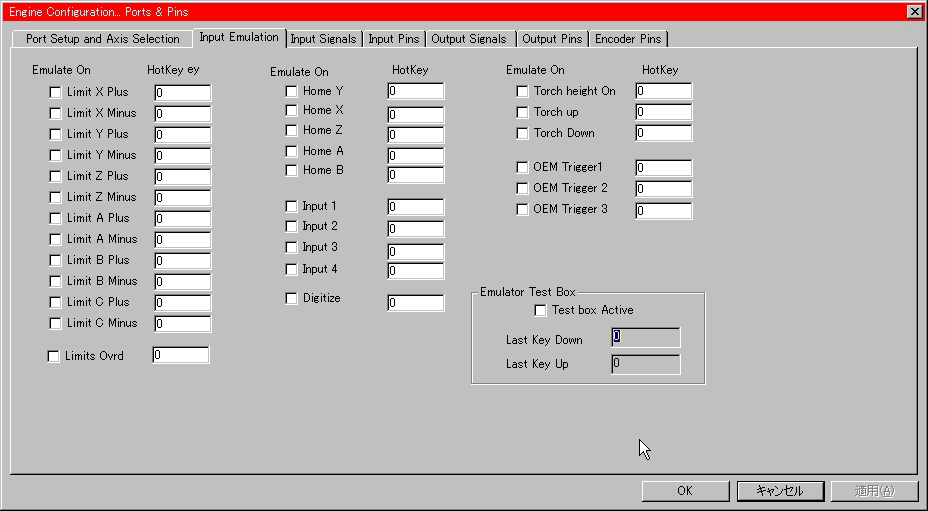
| これも、このままでOKです | ||
 |
||
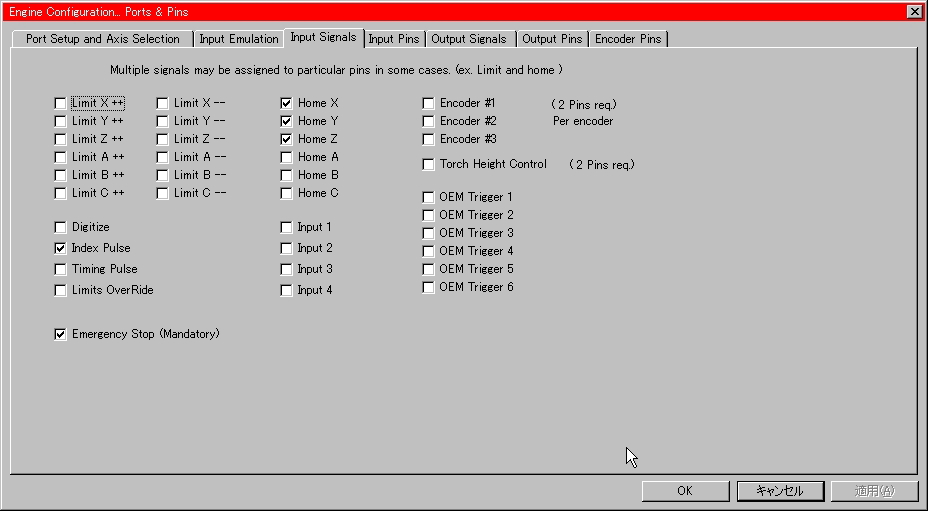
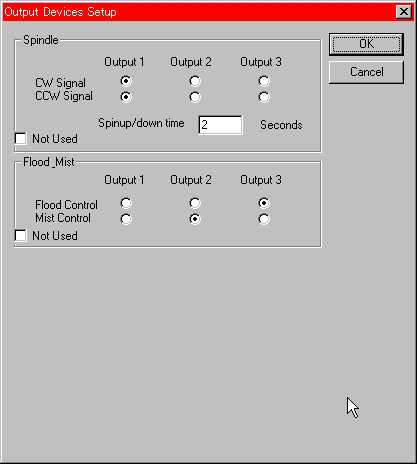
| 原点、限界点等のリミットスイッチを取りつけ入力をする信号の設定です。 QUATTROの場合A軸の原点センサを使用しない時は、J13のコネクタに回転数検出センサを接続し、Machの設定を上の画面のようにIndex Pulseiにチェックを入れる設定をすることでMachに回転数表示をさせることができます。 |
||
 |
||
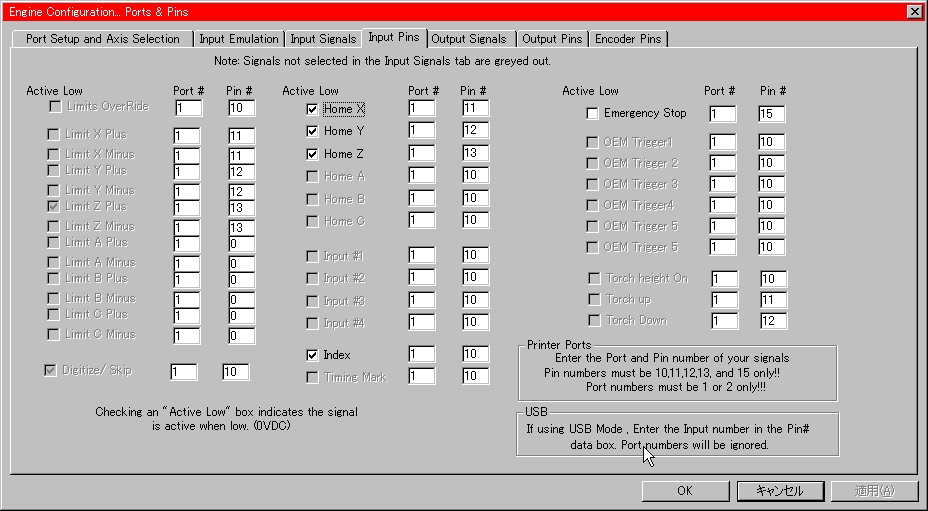
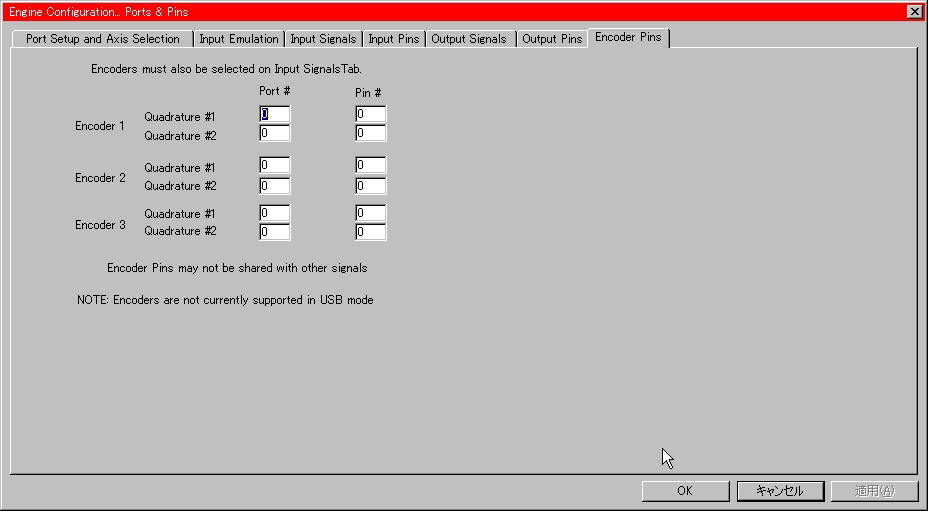
| この設定は、パソコンとの取り合いのパラレルのピン番号を設定しますQUATTROの場合は上でOKです | ||
 |
||
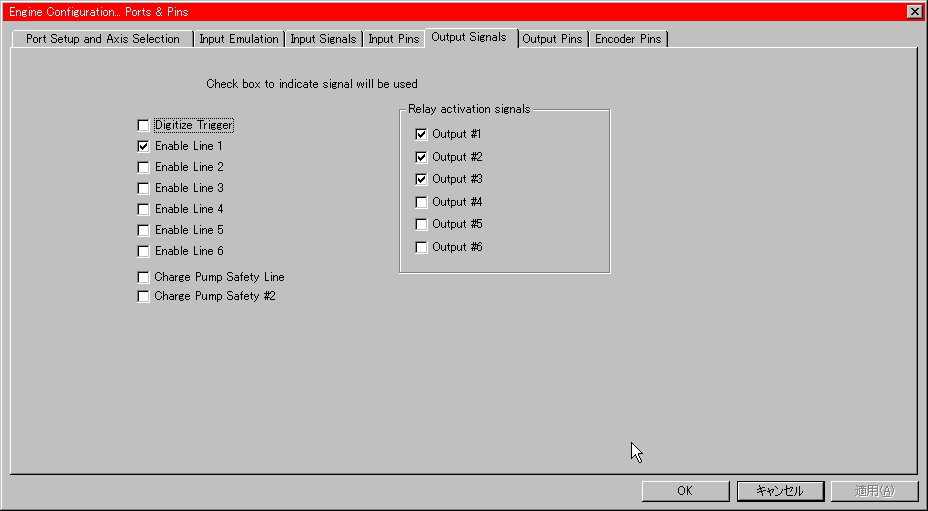
| 取り合えず、これでOK | ||
 |
||
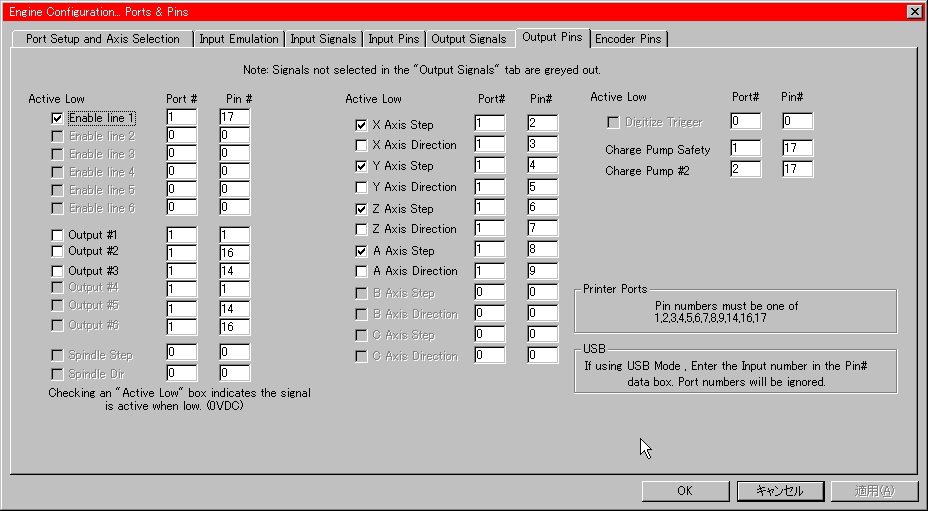
| 取り合えず、これでOK | ||
 |
||
| 取り合えず、これでOK | ||
 |
||
| 取り合えず、これでOK | ||
 |
||
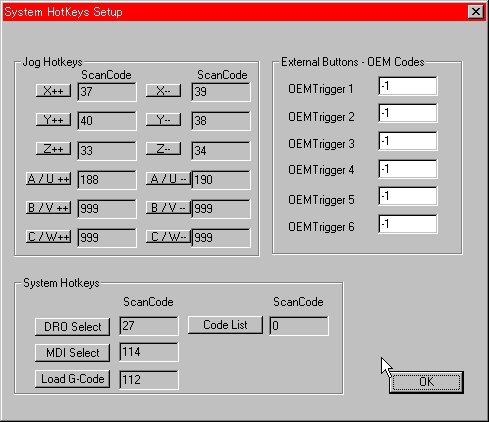
| これは、Machを手動で動かす時のホットKeyで、私は上のように割付しました。 | ||
 |
||
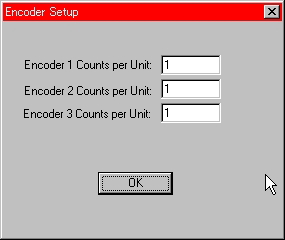
| 取り合えず、これでOK | ||
 |
||
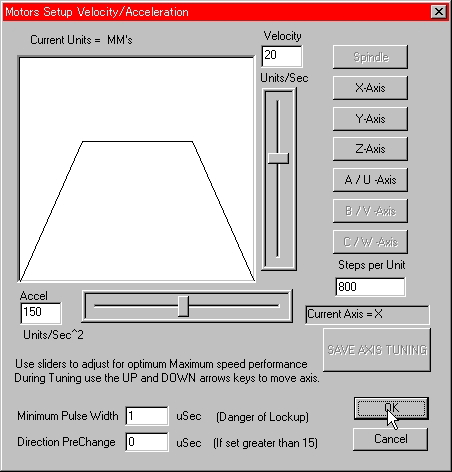
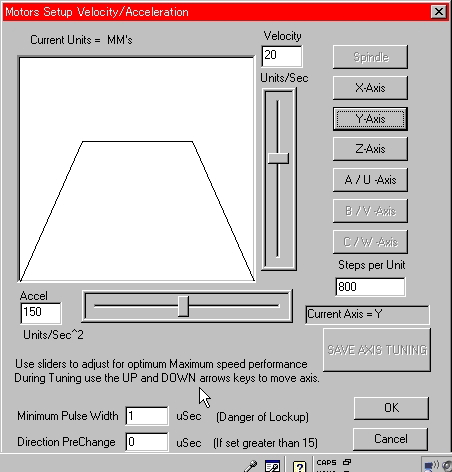
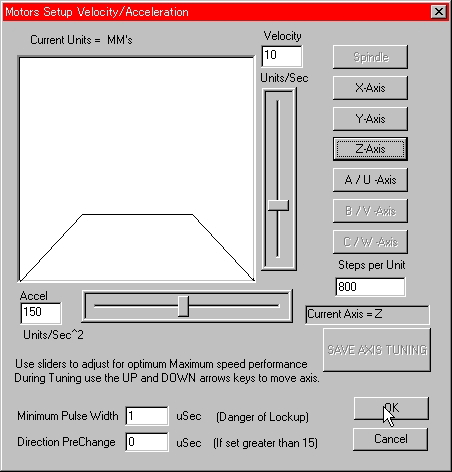
| Steps per Unitは、1ミリあたり動かすのに必要なパルス数の設定します。 私の場合、送りネジのリードが2ミリ、ステッピングモーターの基本ステップ角度は1.8度、ですのでQUATTRO-1の設定でマイクロステップ分割数を1/8とした場合、 360/1.8*8/2=800となります。 「Vel」は最高速度、「Accel」は加減速の意味です。 以下、Y軸、Z軸共に同じです Fの設定は、一番問題の無い安定した値を入力しておきます。 G=00で動く時の最高速度です。 現在はF=1,200にしています。 |
||
 |
||
 |
||
 |
||
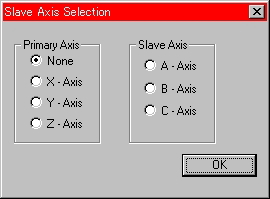
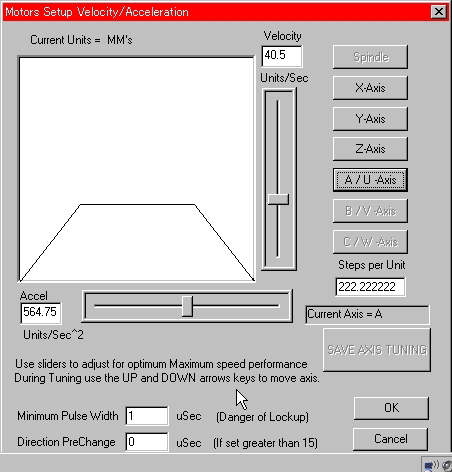
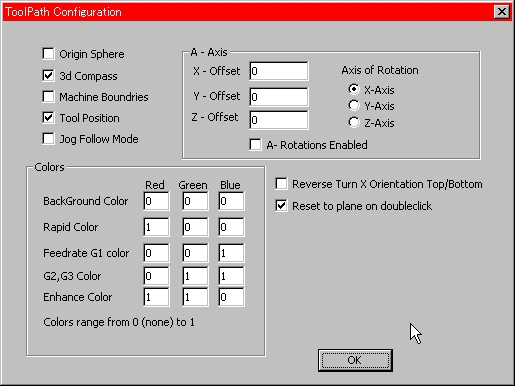
| A軸(第4軸)は私の場合ミリ(mm)ではなく角度表示で指示できるように上のような設定にしてあります。 | ||
 |
||
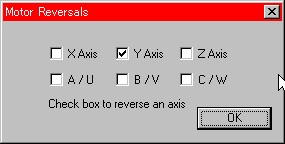
| モーターの取りつけ(モーターをベース側に取り付けるかフレーム側に取り付けるか)で逆転を設定します | ||
 |
||
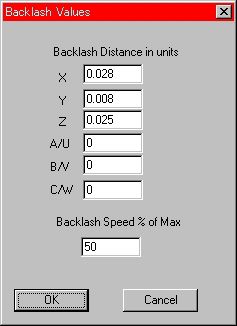
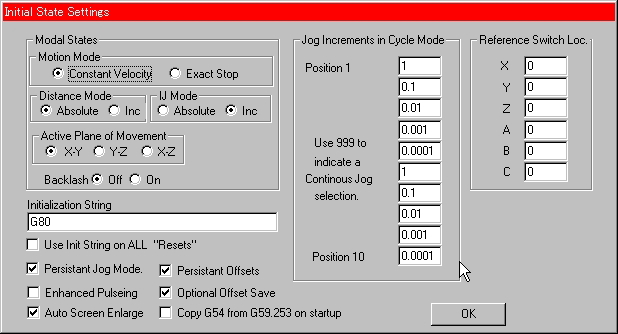
| acklash Valuesは動作確認後、ダイアルゲージトウにって実際のバックラッシュを測定してから、その値を補正値として入力設定します。但しQUATTROを使用した場合F=1,000mm/mini以上で動かす場合Machでバックラッシュ補正を行うと脱調するようです(私の機械だけかも?) また上のように設定しても実際にはInitial State SettingsでbacklushのところをONにしないと有効になりません。 |
||
 |
||
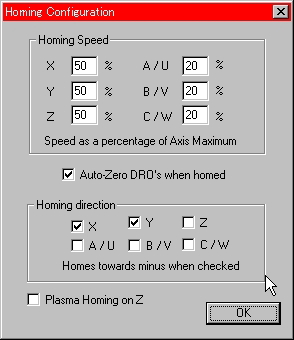
| Homing Configurationは原点復帰時の速度です。Motor Tuningで設定した速度に対するパーセンテージを入力します。 | ||
 |
||
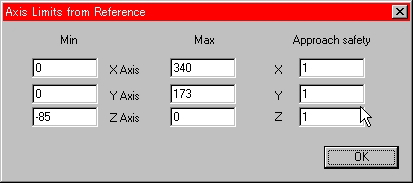
| Axis Limits From Reference はソフトウエア・リミットで原点からの距離で設定します。 | ||
 |
||
| 取り合えず、これでOK | ||
 |
||
| 取り合えず、これでOK | ||
 |
||
| 取り合えず、これでOK | ||
 |
||
| 上のInitial State SettingではBacklashをONにしないとバックラッシュの設定値を入力してもソフトによる補正は有効になりません。 | ||
| |
||
 |
||
| index.html index.html index.html index.html index.html index.html | ||