 丂丂 丂丂 丂丂 丂丂 |
|
 |
|
|
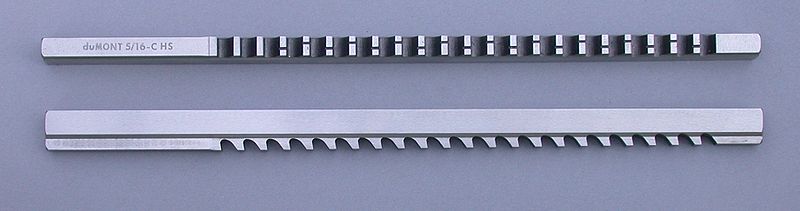
婡夿岺嶌偵偍偄偰[幉]偲[僾乕儕乕]丒[僊儍]丒[傾乕儉]摍乆偺寢崌偵偼[幉偺D僇僢僩偵傛傞僙僢僩僗僋儕儏乕掲傔晅偗]傗[僉乕峚]偵傛傞傕偺摍偑桳傝傑偡偑丄嵟廔揑偵偼(堦斒揑偵偼)偳偆偟偰傕[僉乕峚]偵傛傞寢崌偑桳椡偱偟傚偆丅 僽儘乕僠 (塸岅: Broach) 偲偼丄僽儘乕僠斦偱巊梡偡傞愗嶍岺嬶偱偁傞丅僽儘乕僠朹偲傕屇偽傟傞丅 |
|
 |
|
捠忢偼1m掱偺嬥懏朹偱丄愭抂偐傜枛抂偵偐偗偰彮偟偢偮懢偔側偭偰偄傞丅偙偺嬥懏朹偵愭抂晹偐傜悢cm偍偒偵愗嶍恘傪晅偗偨宍忬偲側偭偰偄傞丅 僽儘乕僠斦偱愗嶍偡傞偙偲偵傛傝丄暋嶨側宍忬偺愗嶍壛岺偑峴偊傞丅 恘偑嫎忬偵攝抲偝傟偨挿広偺恘暔傪鴤珨矀帠偵傛傝旐嶍暔傪壛岺偡傞愗嶍壛岺偺堦庬丅 巇忋偑傝晹暘偺悺朄偑丄壛岺偵巊梡偟偨僽儘乕僠偲丄傎傏摨偠偲側傞偨傔丄僼儔僀僗斦丒宍嶍傝斦側偳偵傛傞壛岺傛傝崅惛搙偵巇忋偑傞忋丄壛岺懍搙偑偼傗偄丅傑偨丄孞傝曉偟惛搙偑崅偄偺偑摿挜丄偙偺偨傔丄戝検惗嶻偵岦偄偰偄傞偑丄僽儘乕僠偼堦斒偵崅壙側偨傔丄彮検惗嶻偱偼宱嵪揑偵晄棙偲側傞丅 仸掕媊偲偟偰僽儘乕僠壛岺偱偼堦偮偺儚乕僋傪壛岺偡傞偨傔偵恘暔偑堦夞偩偗巇帠傪偡傞丅 丒丒丒丒丒丒偲尵偆帠偱崱夞偼傾儅僠儏傾偱傕偱偒傞妋幚丒娙扨丒埨壙側亂僽儘乕僠亃偺嶌傝曽傪偛徯夘偄偨偟傑偡偺偱嵟屻傑偱偍晅偒崌偄壓偝偄丅丂丂丷(^丅^)僲 |
|
 |
変乆偺傛偆側傾儅僠儏傾偵偲偭偰偼堦斒揑偵偼嵍夋憸偺傛偆側娵僔儍僼僩偺愭抂偵僴僀僗側偳偺恘傪庢傝晅偗偨恘暔傪巊梡偝傟偰偄傞曽偑懡偄偺偱偼側偄偱偟傚偆偐丅 偙傟偼奆偝傫丄偛懚抦偩偲巚偄傑偡偺偱嵶偐偔偼愢柧偄偨偟傑偣傫偑擖栧幰偺曽傊娙扨偵愢柧偄偨偟傑偡偲丒丒丒丒(^.^) 儃乕儖斦傗僼儔僀僗斦側偳偺僥乕僽儖偵壛岺偡傞暔(僾乕儕乕傗僊儍摍)傪偟偭偐傝偲屌掕偟偰忋弎偺恘暔傪僠儍僢僋偵琊偊偝偣偰忋壓偵憲傝丄恘愭偱愗嶍偟偰備偒傑偡丅 扐偟峔憿忋丒堦敪偱峚傪愗傞傢偗偵偼峴偒傑偣傫偺偱彮偟愗偭偨傜彮偟怺偔恘暔傪擖傟偰丄傕偆彮偟愗傞丒丒丒偙傟傪壗搙傕孞傝曉偡傢偗偱偡丅 偙偺庤朄偼堦斒揑側壛岺壆偝傫偱傕摨偠傛偆側嶌嬈傪偡傞応崌傕偁傝傑偡丅 丂丂丂丂懎偵尵偆[僗儘僢僞乕壛岺]偲尵偆傗偮偱偡丅 娧捠偟偰偄側偄掙撍偒偺桳傞峚壛岺偺応崌偼丄偳偆偟偰傕偙偺僞僀僾偺壛岺偵側偭偪傖偄傑偡丒丒丒偑 偨偩娙曋側岺嬶偱壛岺偱偒傞戙傢傝偵儚乕僋(寠懁)偺恈弌偟傗慇嵶側捛憲傝偵恄宱傪巊偄傑偡丅 娙扨妋幚偵偙偺曽朄偱壛岺偱偒傞傛偆偵慁斦梡偺傾僞僢僠儊儞僩傪嶌傜傟偰偄傞彅巵(巘)彅愭攜傕偄傜偭偟傖偄傑偡丅 |
 |
|
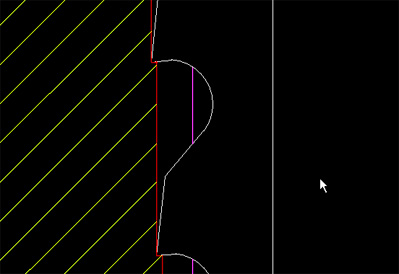
| 偦偙偱嶻嬈奅偱堦斒壔偝傟偰搊応偡傞偺偑忋弎偟傑偟偨[僽儘乕僠壛岺]偭偰傗偮偱偡丅 塃夋憸偼斈梡偺僽儘乕僠斦偱僽儘乕僠傪屻傠偐傜強掕偺悺朄暘偩偗墴偟晅偗偰偍偄偰僽儘乕僠帺懱傪壓偵堷偒敳偔峔憿偺傛偆偱偡丅 偱丒丒丒幚嵺偵恘暔偑丄偳偆傗偭偰愗嶍偟偰峴偔偐偼丒丒丒僽儘乕僠傪嶌傝側偑傜愢柧偟偰備偒傑偟傚偆丅 丂丂丂丂丂丂丂丂丂丂丂丂丂丷(^丅^)僲 夋憸偺応崌偼僉乕嬓偑峀偄偺偱抐懕愗嶍傪傗傢傜偘傞堊偱偟傚偆偐恘愭偑岎屳偺僟僽儖偵側偭偰偄傑偡偹丅 |
 |
| 亂丂僽儘乕僠傪嶌傠偆丂亃 | |
 |
亂嵽椏偺梡堄亃 嵽椏偲偟偰崱夞偼巗斕偺[僗僺儖僉乕]傪巊梡偟傑偡丅 斈梡僒僀僘偲偟偰[5mm亊5mm]傗[6mm亊6mm]偺JIS婯奿僒僀僘偱挿偝300mm掱搙偱巗斕偝傟偰偄傑偡丅 嵽幙揑偵偼丂S45C乣S55C偺暔偑懡偄偲巚偄傑偡丅 壙奿揑偵偼丄戝傛偦丂300乣500墌/杮丂掱搙偱偼側偄偱偟傚偆偐丅 崱夞偼彫:宎僔儍僼僩(兂12乣25mm)偱椙偔巊傢傟傞斈梡惈偺崅偄[5mm亊5mm]僒僀僘偺僉乕梡偺僽儘乕僠傪嶌傝傑偡偺偱 [5mm亊5mm]偺僉乕傪2杮梡堄偟傑偟傚偆丅 傕偟丄[5mm亊10mm]側偳偺僒僀僘偺暔偑擖庤偱偒傟偽壓婰偺條側梟愙嶌嬈偑晄梫偵側傝傑偡偺偱堦斣椙偄偱偟傚偆丅 |
 |
庢傝姼偊偢偼[5mm亊5mm]偺僉乕2杮傪200mm掱搙偵愗抐偟偰掕斦偺忋偱僘儗偑柍偄傛偆偵墴偝偊偰Tig(傾儖僑儞)梟愙婡偱揰晅偗傪偟傑偟傚偆丅 丂丂揹棳偼戝傛偦30A掱搙偱OK偐側偭丂(^.^) 梸挘偭偰慡廃梟愙傪偟傑偡偲嵽椏偵[從偒]偑擖偭偰偟傑偄傑偡偺偱拲堄偱偡丅 梟愙偵傛傝榗傑偣側偄傛偆偵昞柺/棤柺傪岎屳偵揰晅偗偡傞偲椙偄偱偟傚偆丅 梟愙偑姰椆偟傑偟偨傜椉抂偵屌掕梡偺寠傪揔摉側埵抲偵奐偗偰婲偒傑偟傚偆丅 |
 |
師偵愭掱偺寠傪巊偄CNC偵屌掕偟傑偡丅 昁偢抂嵽側偳傪晘偒斅偲偟偰巊偄僥乕僽儖偵屌掕偟傑偟傚偆丅 棟桼偼Z幉偺愗傝崬傒傪嵽椏偺岤偝偺5mm埲忋(5.5mm掱搙)擖傟偰姰慡偵愗傝敳偒丄愗嶍帪偺棤僶儕傪弌偝側偄傛偆偵偡傞堊偱偡丅 恈弌偟偼怲廳偵丒丒丒丒(^丅^) 傑偢偼嵍塃偵僀儞僕働乕僞乕傪憱傜偣庤慜偺愗嶍柺偺僽儗傪尷傝柍偔柍偔偡條偵挷惍偟椙偗傟偽僥乕僽儖偵掲傔晅偗傑偡丅 偙偺屻[恈弌偟僶乕]側偳偱惛枾偵壛岺尨揰傪弌偟傑偟傚偆丅 |
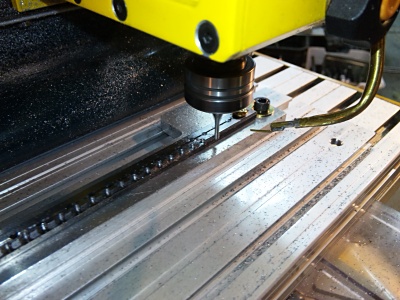 |
屻偼CNC偵擟偣傞帠丒丒丒40暘乣1帪娫掱搙偐側偭丂丂(^丅^) 愗嶍忦審偼兂3.0mm偺僄儞僪儈儖傪巊偆帠傪忦審偲偟偰 丂F=200mm/mini(X/Y) 丂40mm/min(Z)丂Z愗崬傒=0.15mm 丂S=7,000rpm 丂愗嶍桘=僪儔僀僒儞僾 丂偦傫側傫偱僃乣丂僐乕僸乕偱傕堸傒側偑傜姰惉傪懸偪傑偟傚偆 丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丷(^丅^)僲 |
 |
丂偼偀乣偄丂丂丂丷(^丅^)僲 丂僐乕僸乕偼堓偵椙偔柍偄偺偱丒丒丒丒丒 丂丒丒丒丒丒丒丒丒丒僴僀僆僋塼懱擱椏傪堦攖丒丒丒偄偨偩偄偰偄傑偟偨丂 丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂(^_^;) 丂愗嶍偑廔椆偟偰CNC偑掆巭偟偰偄傑偟偨偺偱庢傝奜偟傑偡丅 |
 |
丂丂丂丂丂丂丂晘偒斅偐傜庢傝奜偟傑偟偨傜丂OK偱偡丅 寁夋捠傝晘偒斅偵傕愗崬傒偑擖偭偰偍傝僶儕偼杦偳偁傝傑偣傫 屻偼掕斦偺忋偵晘偄偨儁乕僷乕偱椉柺傪寉偔杹偗偽OK偱偡丅 僉乕峚壛岺偡傞憡庤(踢柏皞鈨M儍摍)偺嵽椏偑傾儖儈偱偁傟偽丄從偒傪擖傟側偔偲傕丄偙偺傑傑偱傕愗嶍偼壜擻側傛偆偱偡丅 |
 |
庢傝姼偊偢偼[從偒]擖傟壛岺傪偟傑偟傚偆偐丅 宍忬偵偍偄偰墱峴偒悺朄偑堦掕偱偼偁傝傑偣傫偺偱從擖傟帪偵曄宍偟偨傜崲傝傑偡偺偱揔摉側僷僀僾偵椉抂傪Tig偱壖巭傔傪偟偰墴偝偊偰從擖傟偟傑偟傚偆丅 丂丂偲丒丒丒尵偭偰傕丒丒擄偟偔峫偊傞帠偼偁傝傑偣傫丅 杮棃偼從擖傟屻丒從撦(從栠偟)傪峴偆偺偑掕愇偱偡偑丒丒丒 傑偀乣僘僽從偒(恀偭愒偵偟偰偍偄偰椻悈偵僕儏儃乣)偱椙偄偱偟傚偆丅 丂丂恄宱幙側曽偼從撦(從栠偟)偟偰壓偝偄偹偭丂丂(^丅^) |
 |
[從偒]偑擖傞偲昞柺偵偼巁壔壔崌暔偑偱偒傑偡偺偱愭掱摨條偵掕斦偺忋偵晘偄偨儁乕僷乕偱悹傝傑偟傚偆丅 偁傑傝杹偒夁偓側偄帠偑廳梫偱偡丅 丂偲丒尵偆偺偼憦柧側奆偝傫偼偍暘偐傝偵側傞偲巚偄傑偡丒丒偑丒丒 丂偦偆偱偡丒丒丒丒壛岺僉乕嬓偑嫹偔側偭偰偟傑偆偐傜偱偡丅 |
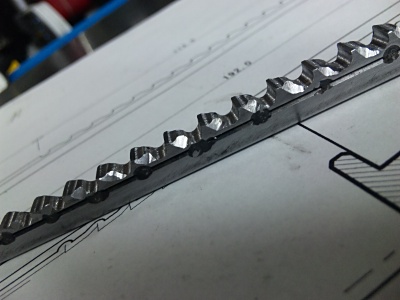 |
忋弎偺壛岺偺傑傑偱傕嵎偟巟偊側偔巊偊傑偡偑丄傛傝寉偄椡偱愗嶍偱偒傞傛偆偵偟偨偗傟偽丒丒丒丒 嵍夋憸偺傛偆偵恘暔偺懁柺偵傕[摝偘]傪晅偗傞偲椙偄偱偟傚偆丅 壛岺偵偼儅僀僋儘僌儔僀儞僟乕(僄傽乕儕儏乕僞乕摍)偵僟僀傾儌儞僪幉晅偒搖愇側偳傪庢傝晅偗偰嶌嬈偡傟偽椙偄偱偟傚偆丅 丂丂偙傟偱[僽儘乕僠]帺懱偼姰惉偱偡丅 |
 |
愱梡偺[僽儘乕僠斦]傪巊偆栿偱偼偁傝傑偣傫偺偱[僐儅(傾僟僾僞)]傪嶌傝傑偡丅 偙傟偼壛岺偡傞寠宎偵崌傢偣偰搒搙嶌傟偽椙偄偱偟傚偆丅 崱夞偼兂25mm偺寠偱偡偺偱揔摉側娵朹偐傜嶍傝弌偟傑偟傚偆丅 僗億僢偭偰敳偗側偄傛偆偵僣僶傪晅偗偰偍偔帠傪朰傟偢偵丂丂(^_^;) |
 |
[僐儅(傾僟僾僞)]偵偼僽儘乕僠偑忋壓偡傞堊偺僈僀僪峚偑昁梫偱偡偺偱僄儞僪儈儖偱峚傪挙傝傑偟傚偆丅 崱夞偼兂5mm偺晛捠偺僄儞僪儈儖偱壛岺偟偰偄傑偡丅 怺偝偵偮偄偰偼姰惉偟偨僽儘乕僠偺嵟屻偺恘偺崅偝傪峫椂偟偰憡庤懁偵偳偺埵愗傝崬傑偣傞偐傪峫偊偰寛傔傑偟傚偆丅 丂丂崱夞偼9.5mm掱孈傝崬傒傑偟傚偆丅 怺偡偓偨応崌偼儔僀僫乕偱挷惍偱偒傑偡偺偱丄偁傑傝恄宱幙偵側傞帠偼桳傝傑偣傫丅 廳梫 : 寠偵懳偟偰惓妋偵僽儘乕僠偑憱傞堊偵偼丄偙偺寠偺惛搙偑廳梫偱偡偺偱昁偢偙偺5mm嬓偺峚偑僐儅偺僙儞僞乕偵側傞傛偆偵恈弌偟傪怲廳偵偟偰壛岺偟傑偡丅 |
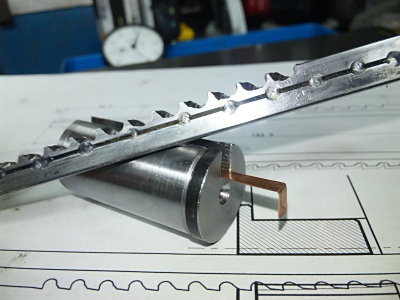 |
姰惉偟偨[僽儘乕僠]偲[兂25mm梡偺僐儅]偱偡丅 夋憸偵尒偊傞僐儅偵擖傟偨敄栚偺摵斅偼丄僉乕峚傪憡庤懁偵傕偆彮偟怺傔偵捛崬傒偨偄応崌偺儔僀僫乕偱偡丅 偙偺儔僀僫乕傪偳傫偳傫岤偔偡傟偽丄憡庤懁偺峚偼偳傫偳傫怺偔壛岺偝傟偰峴偒傑偡丅 亀堦扷丄壛岺偟偨偑丒傕偭偲怺偔偟偨偄亁偭偰帪偵偼嵞搙岤栚偺儔僀僫乕傪欩傑偣偰丄傕偆堦搙僽儘乕僠傪捠偣偽堦敪偱廋惓壜擻偱偡丅 |
 |
偙偺掱搙偺[從擖傟]偱偼丄偦偆偦偆僽儘乕僠傕曄宍偼偟側偄偲巚偄傑偡偑丒丒丒丒庢傝姼偊偢偱偒偨[僐儅]偵僽儘乕僠傪捠偟偰傒偰堷偭偐偐傝偑柍偄偐妋偐傔偰偍偄偰壓偝偄丅 丂丂丂僔儏儖僔儏儖偲悹摦偡傞偼偢偱偡丂丂丂丷(^丅^)僲 |
 |
亂偳偆傗偭偰僽儘乕僠偼峚傪堦敪偱愗傞偺?亃 偲偙傠偱丄偙偺曈偱堦扷[僽儘乕僠]偑偳偺傛偆偵峚傪愗傞偺偐傪峫偊偰尒傑偟傚偆丅 僥乕僷乕偺恘暔偑丒柍抜奒偵愗嶍偟偰備偗偽棟憐揑側偺偱偡偑幚嵺偵偼僥乕僷乕偱偁傟偽扨側傞[僋僒價]偲側傝怘偄崬傓偩偗偱愗嶍偼偱偒傑偣傫丅 偱丒嵍夋憸偺傛偆偵僥乕僷乕晽偱偼偁傝傑偡偑戲嶳偺恘傪暲傋彊乆偵恘偺崅偝傪崅偔偟抜奒揑偵愗嶍偝偣傞栿偱偡丅 |
 |
嵍夋憸偱傕暘傞傛偆偵塃偵峴偔偵偮傟偰彊乆偵恘偺崅偝偑崅偔側偭偰備偒傑偡(撍偒弌偟偑戝偒偔側傞) 崱夞偺愝寁偱偼恘暔偺僺僢僠7mm亊16枃恘偵懳偟偰抜奒揑偵1恘枅偵0.16mm偯偮崅偔側傞傛偆偵愝寁偟偰桳傝傑偡丅 偱偡偐傜恘偺悢傪懡偔偟1枃偺愗嶍傪彮側偔偡傞傎偳寉偄椡偱愗嶍偱偒傞偺偱偼側偄偱偟傚偆偐丅 嵍壓恾偱傕暘傞傛偆偵1枃偺恘偑愗傝崬傒屻偵屻偺恘偑傕偆彮偟愗傝崬傓傛偆偵師偐傜師傊偲彮偟偢偮抜奒揑偵愗傝崬傫偱備偔偺偑暘傝傑偡偹丅 偄傢備傞[僗儘僢僞乕]僞僀僾偺恘暔偱壗夞傕撍偒弌偟傗儚乕僋偺埵抲傪曄偊偰愗傝崬傒偟捈偡偺傪1杮偺恘暔偺堦曽岦偱娙扨偵愗偭偰偟傑偆偲偄偆帠偱偡丅 崱夞嶌偭偨恘暔偱偡偲僗儘僢僞乕偱16夞愗傝崬傓偺偲摨偠摦嶌傪1夞偺墴偟壓偘偺岺掱偱峴偆偲偄偆帠偱偡偹丅 偨偩摉慠僥乕僷乕偱柍抜奒側愗嶍偱偼側偔1枃1枃偺恘偑弴師愗嶍傪廔偊偰壓偵敳偗偰偄偔傢偗偱偡偐傜壛岺拞偼亀僇僞丒僇僞丒僇僞丒丒丒丒亁偲抐懕揑側壒偑敪惗偟摨條偺怳摦傕弌傑偡丅 偦傟傜傪峫偊偰巗斕昳偺僽儘乕僠偱恘嬓偺峀偄暔偼朻摢偺僽儘乕僠斦偺夋憸偱傕暘傞傛偆偵嵍塃僟僽儖偱愮捁偵攝抲偟偨恘偱嬌椡丒怳摦傗婡夿偵偐偐傞晧壸傪堦掕偵偟傛偆偲偡傞岺晇偑恘暔偵巤偝傟偰偄傞偺偩偲巚偄傑偡丅 |
 |
|
| 亂丂幚嵺偺愗嶍壛岺丂亃 | |
 |
娙扨側丒偍曌嫮偼廔傢傝偵偟偰丄偦傟偱偼幚嵺偵僉乕峚壛岺傪峴偭偰傒傑偟傚偆丅 傑偢偼[僐儅]傪儚乕僋偺寠偵僙僢僩偟傑偟傚偆丅 僞僀儈儞僌僾乕儕乕側偳偱僉乕偺埵抲偑巜掕偝傟傞暔偼丄偙偺抜奒偱僐儅傪夞偟偰埵抲傪寛傔傑偟傚偆丅 夋憸偵偁傞儔僀僫乕偵偮偄偰偼愗崬傒怺偝傪曄偊偨偄応崌偵揔摉側岤偝偺暔傪巊梡偟偰挷惍偟傑偟傚偆丅 偪側傒偵夋憸偺儚乕僋偼帋尡揑偵壗搙傕僉乕傪愗傝傑偟偨偺偱峚偩傜偗偱偡偑丒丒丒丒曋媂忋丒丒丒傑偩峚偼柍偄暔偲峫偊偰偔偩偝偄丒丒m(__)m |
 |
師偵[僐儅]偺峚偵[僽儘乕僠]偺愭抂傪憓擖偟傑偡丅 偙偺抜奒偱偼1斣栚偺恘偑堷偭偐偐傞掱搙傑偱偟偐擖傝傑偣傫丅 |
 |
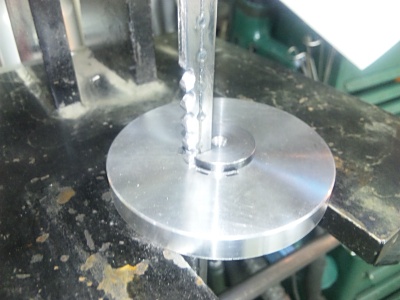
屻偼儃乕儖斦偺僥乕僽儖摍偵儚乕僋偛偲忔偣傑偡丅 僽儘乕僠偺応崌偼僗儘僢僞乕偲偼堘偄恘暔偺悹摦婳愓偼僐儅偺峚偵傛傝惂栺偝傟傞傛偆偵側傝傑偡偺偱儚乕僋傪僥乕僽儖摍偵僔僢僇儕偲屌掕偡傞昁梫偼慡偔偁傝傑偣傫丅 丂丂丂丂偨偩忔偣傞偩偗偱偡丂丂丂丷(^丅^)僲 屻偼僽儘乕僠偺恘愭偲攚拞偵偨偭傉傝偲愗嶍桘傪悅傜偟偰儃乕儖斦偺僴儞僪儖偵傛傝僠儍僢僋傪壓偘偰峴偒僽儘乕僠傪墴偟崬傒傑偡丅 丂丂丂丂丂嵟屻傑偱墴偟崬傔偽壛岺姰椆偱偡丅 側傫偨偭偰丒丒丒偙偺傛偆偵堦夞偩偗墴偟崬傔偽壛岺姰椆側偺偑惁偄! |
 |
傗偼傝堦斣柍擄側曽朄偼[僴儞僪僾儗僗]摍偱墴偟崬傓曽朄偱偡丅 偄偢傟偵偣傛忋弎偟傑偟偨傛偆偵亀僇僞丒僇僞丒僇僞丒丒丒亁偲壒傪棫偰偰敳偗偰備偒傑偡丅 幚嵺偺壛岺晽宨偺摦夋偵偮偄偰偼壓婰傪偛棗壓偝偄 丂丂丂丂丂丂壛岺晽宨摦夋丂仺丂丂 |
 |
丂偙傫側姶偠偱恘暔偑擖偭偰峴偒傑偡丅 傕偟愗崬傒偑懌傜側偐偭偨応崌偼壗偺帠偼柍偔丒僽儘乕僠偺攚拞懁偺儔僀僫乕傪挷惍偟丄傕偆堦搙摨偠応強偱愗傝崬傔偽椙偄偩偗偱娙扨偵怺偝傪挷惍偱偒偪傖偄傑偡丂 丂丂丂丂丂丂丂丂丂丷(^丅^)僲 丂丂丂丂丂丂堦夞巊偭偨傜丒丒丒丒傗傔傜傟傑偣傫乣丂丂丂丂丂 |
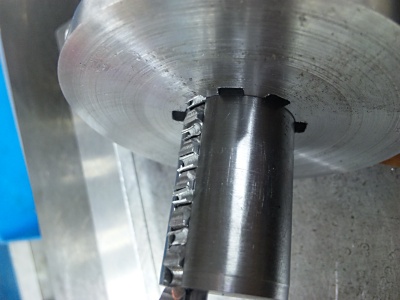 |
棤偐傜尒傞偲丄偙傫側姶偠偱亀僇僞丒僇僞丒僇僞丒丒丒亁偲師乆偲敳偗偰偒傑偡丅 |
 |
傛偔尒傞偲恘1枃枅偵憡庤懁傪嶍傝娵傔偰欨偊崬傫偱敳偗偰偒傑偡丅 傕偆彮偟挌擩偵恘愭傪杹偗偽丄傕偭偲傕偭偲寉偔愗嶍偟偰偔傟傞偲巚偄傑偡丅 |
 |
摉偨傝慜偺帠偺條偱偡偑5mm嬓偺僉乕偑壗偺梀傃傕柍偔僺僞乣偭偲擖傝傑偡丅 丂丂丒丒丒丒丒摉偨傝慜丒丒丒? 5mm偺僽儘乕僠(僉乕)偱敳偄偨傜丒丒丒僺僢僞儕5mm嬓丒丒丒? 丒丒丒偵偼惉傝傑偣傫丒懡暘偙偺庤偺帺嶌恘暔偱偟偨傜娚偔側傞偱偟傚偆丅 偱丒丒丒壗搙偐忋弎偟傑偟偨掕斦偺忋偱懁柺傪[悹傞]嶌嬈偑昁梫側偺偱偡丅 備傢備傞丒丒丒[揔搙偵悹傝]丒丒丒[悹傝夁偓偢]偱偡丒丒(^丅^) |
偦傫側傫偱5mm嬓偺僽儘乕僠偑娙扨側嶌嬈偱尒帠姰惉偟傑偟偨丅 変乆偺傛偆側傾儅僠儏傾壛岺偱嵟傕懡偄僉乕嬓偼[5mm]偲[6mm]偱偡偺偱丄偙偺2杮傪嶌偭偰帩偭偰偄傟偽屻偼憡庤懁寠偵崌傢偣偨[僐儅]傪搒搙嶌偭偰帩偭偰偄傟偽丄偦偺偆偪偵怓乆側僒僀僘偺僐儅偑懙偄戝掞偺壛岺偱偼娫偵崌偆傛偆偵側傞偼偢偱偡丅 偄偔傜庯枴偺婡夿壛岺偲丒尵偭偰傕僾乕儕乕巭傔傞偺偵[墴偟僱僕]偩偗偠傖僥儗偪傖偄傑偡偹僃乣 偦傫側帪偵亀價僔僢乣亁偲偟偨僉乕峚壛岺偑偱偒偨傜丒丒丒傒側偝傫丂丂乢(仢o仢)乛両丂丂偱偡丂! 崱夞愝寁偟偨僽儘乕僠偺恾柺傪壓偵偍偄偰抲偒傑偡丒 JWW宍幃偱丂僌儖乕僾[2](CAM僌儖乕僾)偵兂3.0mm僄儞僪儈儖偱偺僣乕儖僷僗偑彂偄偰偁傝傑偡偺偱丄偦偺傑傑NCVC偵撉傒崬傔偽丒偡偖愗嶍壛岺偱偒傑偡偟丄恾柺傪6/5偱攞棪傪曄偊傟偽[6mm嬓]偺僨乕僞乕偵傕巊偊傞偱偟傚偆丅 丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂[5mm嬓]僽儘乕僠恾柺丂仺丂 |
|
| 崱夞偺亂摿廤亃傕抰愘側撪梕側偑傜柍帠姰寢偱偒傑偟偨丅 嵟屻傑偱徫棗懻偒傑偟偨奆偝傫惤偵偁傝偑偲偆偛偞偄傑偟偨丅 m(__)m 崱夞偺亂摿廤亃[僽儘乕僠傪嶌傠偆]偑巹摨條偺傾儅僠儏傾媄巘偺奆偝傫偺偍栶偵棫偰傟偽岾偄偲懚偠傑偡丅 崱屻丄塿乆廩幚偟偨撪梕偺亂摿廤亃傪弌昅偱偒傑偡傛偆搘椡偟偰傑偄傝傑偡偺偱傛傠偟偔偍婅偄抳偟傑偡丅 |
|
 |
|