   |
|
 |
|
 |
�y �͂��߂� �z ���p�ɂ́A�\�R�\�R�����ł��邾���̊e��o�C�g�͗p�ӂ��ėL��̂ł����E�E�E ����y�̌f���ł����ܘb��ɏ���Ă��܂��̂ŋv����[�`�b�v������]�̃o�C�g������Ă݂鎖�ɂ��܂����̂ŁA���Љ�v���܂��l �@�@�@�@�@�@�@(^�B^) �ǂ������̂ł����牽���ς���������čl���� �Е���[�^��]�A�܂��Е���[�Аn]�̓��̃o�C�g����鎖�ɂ��܂��B |
| �� �� �� �� �� �� �I �� | |
 |
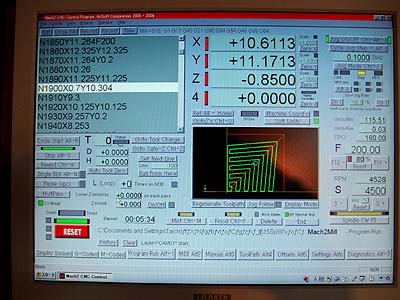
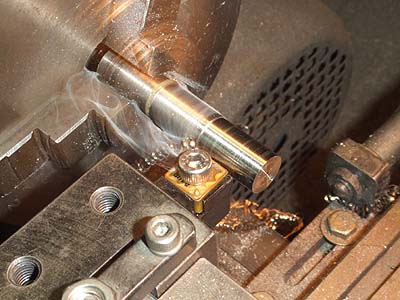
�@�y�@�ށ@�@���@�z �܂��̓z���_�[�{��(�V�����N)�ɂȂ镔���ł����A�����S45C�ނ̔ėp�L�[(�X�s���L�[)���g���܂��傤�B �@�@�T�C�Y�͐n����ɍ��킹�� �@�@�@�@�@15mm �~�@15mm �p��I�� �@�@���i�I�ɂ́@\500�`\800/300mm(1�{)���x���� �ʂɗL����x�̑����������SS400(��ʓI��|)�ł��\���܂���(�t�ɉ��H���Ղ��E�E����?) �A���A�z�r�[�p�̐��Ղ̏ꍇ�A�n����̃T�C�Y����A�ǂ����Ă��ׂ��V�����N�ɂ����链�Ȃ��ׂɁA�V�����N�̍����s���ɂȂ肪���ŗL��A�܂��؍�`�b�v�̌Œ���l�W���ɂ���ꍇ�������� SS400�̏ꍇ�A�ŏI�I�Ƀ`�b�v��t���p�̎��l�W�̖��Ց������l�����܂��B �E�E�E�ŁE�E�E�ES45C�ŁA�L��ΕK�v�����ɏĂ�������s�������ł���E�E�E�ƁE�E�����E�E�b�ɂȂ��ł���B �ƁE�������Ł@S45C�@15mm�~15mm�p��120mm���x�̒����Ƀo���h�\�[���g���Đ�o���B �����ؒf�@(�J�b�g�O���C���_�[)�ł̐ؒf�́A�����߂ł��Ȃ��B �Ȃ��Ȃ�A�ؒf���ɐؒf�ʂ��Ă��Ă��܂�[�Ă�]�������̍�ƂɎx�������������ł���܂��B |
 |
|
 |
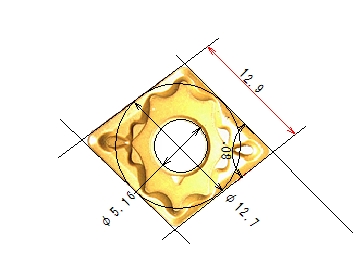
�����ƁE�E�E�Y��Ă����Ȃ��̂�[�`�b�v]�̓���ł���B �܂��`�`�b�v�͌��[���� ? ]�ɉ��H����̂ʼn��ł��ǂ��̂����E�E�{���́@30�x�H�`����Ԏg�����肪�ǂ��ł��傤�ˁB ***�E�E�E�����̐����͌�قǁE�E�E�E(^�B^) ��荇���������[���t�I�N]�ō���80�x�H�`���ʃ^�C�v(�l�K�E�`�b�v)���i���ŏo�Ă����̂�2�Z�b�g�𗎎D���܂��傤�B �@�@�@�@�@���킹�ā@60�E�E�E(^^�U �V�i��10������~3�P�[�X�Ł@\2,000�`\3,000�Ƃ͋����̈����ł���B �@�@�@�ȁE�ȁE��Ɓ@1�@\80�O��ł���@�@(@_@)�@ �@�@�@�@�@S�m�l�f�n120412-�`�d �@�@�@�@�@���@�@�@�@�@�@4.76mm �@�@�@�@�@���a�@�@�@�@5.16mm �@�@�@�@�@���ډ~�@�@�@12.7mm �@�@�@�@�@�ؐn�����@�@12.9mm �@�@�@�@�@�m�[�Y�@�@�@ �@1.2mm �@�܂��`���ꂾ��������Ή��Ƃ����@�͏o���邩�i? |
 |
|
| ���@�@�@�o�@�� | |
 |
�@�y�@�� �@ �o �� �z �g�p����`�b�v�̏����@��Z�߂Ă݂邱�Ƃɂ����B ������A�ؐn�Ƌt����2�ʂ��X�b�|����(�s�^�b��)���܂�悤�ȍ��O�����V�����N�Ɏ{���Ȃ���Ȃ�܂���ˁB �@�@�@�@�@�@�@�@�@(^^�U |
 |
�o���h�\�[�Ő�o�����V�����N�f�ނł���B �@�@�����`�āA�ǂ��������̂��E�E�E�E(�[�[;) |
 |
������E�E�E�E �@�@�Е���[�^��]�E�E�E�����Е���[�Аn]���Č������́E�E �Ђ���Ƃ��āA���̐Ԃ��n�b�`�����̂悤�ɍ��O��������Ί�������Ȃ��ł����@? �E�E�E�E�������������悤�Ȃ��́E�E�E�E �@�@�@�@�@���ꂼ[�����o�C�g]�E�E�E�Ȃ���� �@�@�@�@�@�@�@�@�@(^�B^) |
 |
������ƁA������ƁE�E�E�E�E�����`���@! ����g���`�b�v�͗��ʃ^�C�v�ŁA�����p���E�E�E�����̂ł��B �@�@����ł́E�E�E�E��Ȃ��@(�[�[;) ���Ȃ킿�����p�������X���Č@�荞�݂����Ȃ���Ȃ�܂���B �@�@�@�@�������Ȃ��E�E�E6�x���x�A�X���邩���` �ł��Ќ����́E�E�E�E�Ђ���Ƃ��č��E�ɂ�6�x�X����́E�E�E������` �@�@�@�@�@�@�@(ToT) |
| C N C �� �� �� �� | |
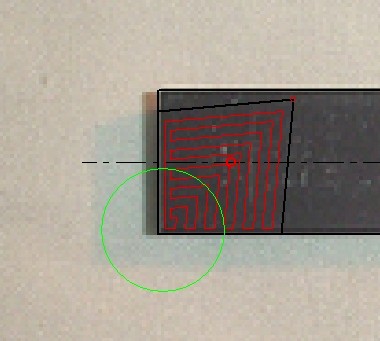 |
�@�y�c�[���p�X�̍쐬�z ���H�́A������̃X�p�[CNC���g���\��ł��̂Ńc�[���p�X�����܂��B ��3.0mm�̃G���h�~�����g������z�肵��1.5mm�؍�����I�t�Z�b�g���ď����čs���܂��傤�B �n���̔킹��60%�̃I�[�o�[���b�v���l����1.0mm�Ԋu�Ń|�P�b�g���H����v�̂ł��B �`�b�v�̓�����ʂƎ~�߃l�W�A�t�R�[�i�[�̓������ŁA���ꂼ����H�[��(Z�l)���Ⴂ�܂��̂Ń��C���[��3���ɕ����ď����܂��B ���_�͐��@�̏o���₷���������ɐݒ肵�܂��B |
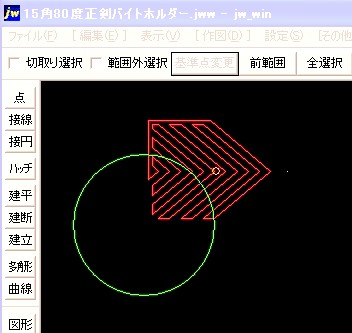 |
�@�y�@JWW-CAD�@�z ��ł͐����ׂ̈Ƀ��[�N�̉摜��Ƀc�[���p�X��\�����܂������A���ۂɂ͈��p��JWW-CAD���g���ăc�[���p�X�������܂��B ����JWW-CAD��NCVC�ƈ��̂����ɗǂ��悤�ł��B |
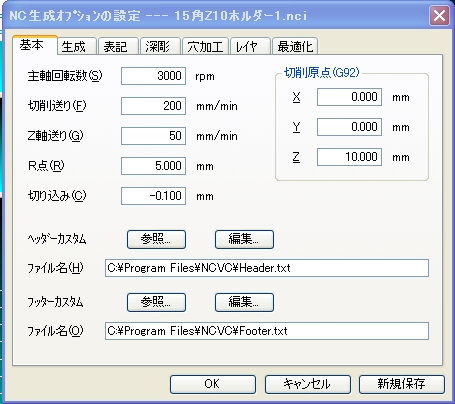 |
�@�yNC�R�[�h�̐����z �c�[���p�X���������܂�����A�����̂悤��NCVC�ɓǂݍ��܂��Đ؍������ݒ肵�܂��傤�B F�l�͎�荇����200mm/mini���x�ŁE�E�E�E�E S45C�̃n�C�X�E�G���h�~���̃h���C�؍�ɂ́A�`�g�������邩�Ȃ��` �@�@�@�@�@�@�@�@�@(�[�[;) �܂��`�C�C��`�@�@�����悤�ł���ΐ؍�r����F�l�̃X�s�[�h�_�E���Ƃ����܂��傤�B �@�@�@�@�@�@�@�@�@�@(^�B^) ���̗v�̂ŁA�����Е���[����]����NC�R�[�h��������Ⴂ�܂��傤�`�B |
| Mach2�@�́@�N�@�� | |
 |
�@�y Mach2�N�� �z NC�R�[�h�̐������I�������A���悢��Mach2�̋N���ƃv���O�����̓ǂݍ��݂ł��B �E�E�E�E���C�ɁA�����܂ł̏��v���Ԃ�1���Ԓ��x���Ȃ��` |
| ���[�N�̃Z�b�g(�؍�O�@������) | |
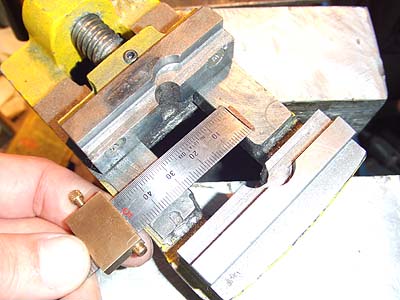 |
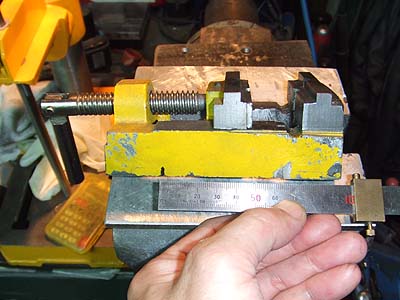
�@�y���[�N�̃Z�b�g�z ���Ƀo�C�X�ƃ��[�N��CNC�ɃZ�b�g�����ł����A���̑O�ɉ����������܂��傤�` �@�@����̓X�P�[���ƃ}�W�b�N�y���ł��B �܂�CNC�̃e�[�u���Ƀo�C�X���Z�b�g����O�Ƀo�C�X�Ƀ}�[�L���O���܂��B �o�C�X�̌��̒��ɒ[�����48mm�̂Ƃ���Ƀ}�W�b�N��1�{�E�E�E�E ���Ƀo�C�X�̐�[�����114mm�̂Ƃ����1�{�E�E�E ���́A�}�[�L���O�͉��ׂ̈ł��傤�E�E�E�E�E? �@�@�@��������y�́A������������̃n�Y�E�E�E �@�@�@�@�@�@(^�B^) �@�@�@���ėǂ��q�́A�F����́E�E�E�킩��܂������`? |
 |
|
 |
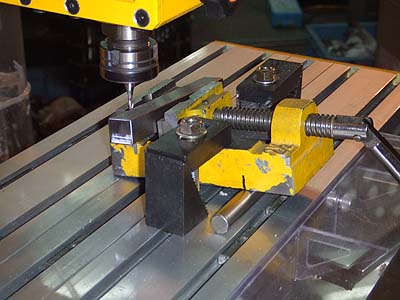
��قǃ}�[�L���O�����ʒu�Ƀ�5.0mm�̊ۖ_��u���܂��B |
 |
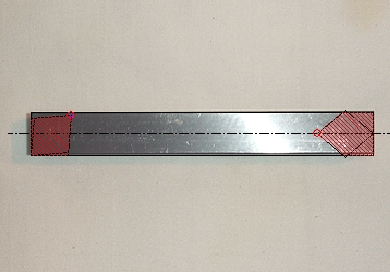
���̏�ɁA�����`���ƁA���[�N��u���A���ߍ��݂܂��B �����ăv���E�n���ŃR���R���E�R���ƕ������������܂��B �E�E�E�E�E(^�B^)�@�@�@�����`�f�X�B �@�@47.6mm�@�s���ā@5.0mm�@�����オ��Ɩ�6�x�ɂȂ�܂��B �ʂɊ��d�삪�����Ă�CAD�ō�}����Έꔭ�f�X�B |
 |
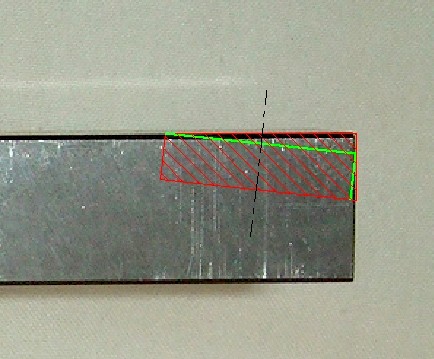
�ƁE�������ŁE�E�E�E�E ������̌X�����A����t���܂�����114mm�t�߂̃}�[�L���O�̉��Ƀ�12mm�̊ۖ_�����ݍ��݁A��̓X�e�b�v�u���b�N�Ȃǂ��g���o�C�X���e�[�u���ɃK�b�`���ƌŒ肵�܂��B |
 |
�ŁE�E�E����ŁA�����瑤�̌������@��6�x�ɐݒ芮���ł��B �@�@�����ł��E114mm�@�s���ā@12mm �����オ��Ɓ@��6�x�ɂȂ�̂ł��B �@�@�@�@�@�@�@�@�@(^^�� �@�@����Ł@3�����Z�b�g�̊��������` �@�@�@�@�@�@�@�@�@ |
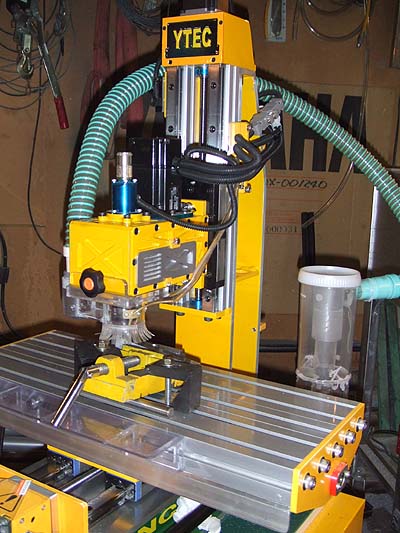 |
�yCNC�؍��Ɗ����z �@�@���Ƃ́@Mach2 �E�E�EGO ! �����؍킪�I���܂ʼn������鎖�������̂ŁE�G�@�[�p�[�W�ƃT�C�N�����E�o�L���[���������āE�E�E�ӎނł����Ă悧���ƁE�E�E �@�@�@�@�@�@�@�@�@�@�@(^�B^) �@�@�ӎނ̍��Ԃ��݂Ĕ��Α����؍킷��Ί����@!! �ޗ��̐�o������CNC�ł̐؍튮���܂ŏ��v���Ԃ́A�����悻�@3���Ԓ��x�E�E�E���ȁ@ �@�@�@�@�@�@�@�@�@�@�@�_(^o^)�^ |
| ��ˍ��R�̏��@�@���Ƃɂ��lj��H | |
 |
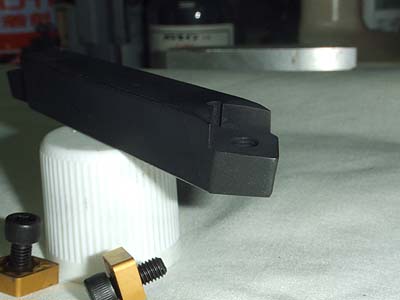
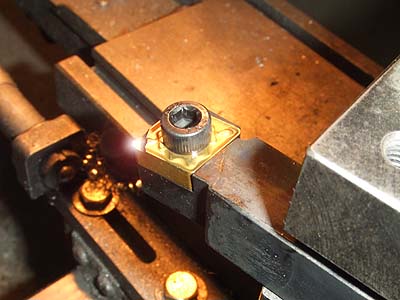
�@�y�@�� �@�� �@�H�@�z ����CNC�Ő؍킪�������܂�����A���Ƀ`�b�v���Z�b�g���ă`�b�v���̃V�����N�����̓������H���s���܂��B �ƁE�����Ă��`�b�v�ɕ���ăx���g�O���C���_�[�ŁA�S���S����邾���B �`�b�v�͒��|�Ȃ̂ŕ��ʂ̓u�ł͍��܂���̂��Y��Ƀ`�b�v�ɕ���ăV�����N���������Ă���܂��B ��͉����ɍ��킹�ă�4.2mm�̌��d�グ��M5�̃^�b�v���Ă�����Ό`��I�ɂ͑S�Ċ����ł��B |
 |
�y �@���@���@�� �@�z ���������o���܂����̂ō����߂����܂��傤�B ����́A�g���X�R(�I�����W�u�b�N�ł��Ȃ���)�̃N���]�����L�b�h���g���܂��B ���̉t�́A[����]�����ΒN�ł��퉷�Ŕ������d�オ���[������]���ł���f���炵�����i�ł��B ���ʂ̉t�ōςނ悤�ɍ���̓y�b�g�{�g�����g���܂��B �p�[�c�E�N���[�i�[�ŒE������������ɖ{���͎_���{���Ί����Ȃ̂ł����A���_��炵�Ă������̂ł�����N���[���E�N�����U�[�ł��������Ă���̐Z�ЂƂȂ�܂����B |
 |
|
 |
�����߂̔����𑣐i����ׂɓ��K�ɂ����܂��B �E�E�E�E���A�K���L���b�v���ɂ߂Ă����܂��B �@�@�@����Ȃ��ƁE�E�E�E�E��������J���@? |
 |
�t�����オ���������������������Ȃ�܂����B �����悻30���ʂŊ������܂��B ��͉����Ő���Ď��M�Ŋ�������̂�҂���CRC�𐁂��Ă����܂��傤�B �@�@�@���ꂮ����E�E�E�L���b�v�͊ɂ߂ɁE�E�E(^�B^) |
�k�����߂̃|�C���g�l(����) �o���I�Șb�ł����A������(���̉t�̏ꍇ)�̃|�C���g�� �@�@ ���n�����@(�u���X�g�A�y�[�p�[�A�X�R�b�`�u���C�g�ȂǂŖ����K�����n���o���Ă���) �@�A �E��(�p�[�c�N���[�i�[�Ȃǂŕ\�ʂ̖����𗎂Ƃ�) �@�B �E��(�N���[���N�����U�[�Ȃǂ̐�܂Ő��) �@�C �E��(�_�ȂǂŒE���E�E�E�o�b�e���[��[�t�Ȃǂ̔����_�ł�OK) �@�D ���(�����ŏ[���Ȑ��E�E�E���ł�OK) �@�E �����߉t�ɐZ��(���Ԃ̓A�h���u��) �@�F ���(�����ŏ[���Ȑ��E�E�E���ł�OK�A�u���V�ȂǂŎC��Ȃ�) �@�G ����(�����Ő���ꍇ�͗]�M�Œ��������܂�) �@�H ������(CRC�Ȃǖh�K����h�z) �@�I ����(�������߂�Ȃ�E�G�X�Ȃǂʼn����o��܂Ŗ���) ���Ď��ŁE�E�E�E�����|�C���g�ŇA�`�C��������ɂ��ΒN�ł���肭�ł��܂��B �_�������E�����s�\���ȏꍇ�A���������t���Ă���Ŕ������܂��B �_�͒E���̌��ʂ��܂ߓS�̕\�ʂ��Ӑ}�I�ɕ��H�������E���ɂ����̐H���t����ǂ�����̂�������܂���B ����ƍ�Ƃ͕K���S����܂𒅗p���鎖�������߂������܂��B ����͎�r��̖h�~�ł͂Ȃ��w�Ȃǂɂ����l�̂̎���f�ނɕt�������Ȃ����߂ł��B �@* �_�̓g�C���p��܂�[�T���|�[��]�ł���p�\�Ȃ悤�ł��B �d�オ��� �t�����������Z�Ў��Ԃ������ꍇ�����F�ϔM�h���𐁂����悤�Ȋ��S�������� �t���͏퉷�ŐZ�Ў��Ԃ�Z�������ꍇ���@???�E�E�E���e�̂悤�Ȋ������Ȃ��` ���Ċ����ŁA����Ă݂Ă��������B �@�@�@�@(^_^) |
|
 |
�@�y�@���@���@�߁@���@���@�z �E�E�E�E�E����Ȃ�ŁE�E�E �@�@�����߂������������܂����B �@�@�@�@�@��`���@�@�R(^�B^)�m �@�@�@�@�@�@�J�b�`���E�G�G�`�@! ���̏�Ԃ���E�G�X�ȂǂŁA�����������Ė����Ă䂭�ƁA���Ƃ������Ȃ�[������]�ɂȂ��Ă䂫�܂��B |
 |
|
 |
|
 |
�@�y �`�b�v�̎��t�� �z ��肠�����`�b�v�����t���Ă݂悤�E�E�E�E�E �����`�@�����]�H�` �E�E�E�E�ł��A����M5�̃L���b�v�X�N�����[�� �@�@�@�@�@�@�n�b�L�������āw�_�T�C�@! �x�E�E�E ����ɉ�������`�b�v�u���[�J�[�̌��\��j�Q�������ł���B �@�@�@�@�@�@�@�@�@�@�@(�[�[;) �悧�`���@�{�^���^�̃L���b�v�X�N�����[�Ɍ������悤�B �@�����A��z���悤���` �@�@����ɂ��Ă��A���̃`�b�v�̃t�B�g���E�E�E �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���܂�܂���˃F�` �@�@�@�@�v���Ԃ�́w���掩�^�x�@�f�X �@�@�@�@���b�n�b�n�`�@�@�@�R(^�B^)�m |
 |
|
 |
|
 |
|
| �@�@��@�@���@�@�� | |
 |
�@�y �� �� �� �� �z ����ł́A���悢��؍펎�������Ă݂܂��傤�B �@�ޗ���SUS304 ��12mm�̊ۖ_�Ŏ��� ��̉摜�͐؍�����A�Z�����Ă��Č��ɂ����������Y��Ȕ��ɐ؍�ł��Ă���B �Ƃ́E�E�����Ă��A��͂�W���̃`�b�v��W���̃z���_�[�Ɏ��t�������̂܂܂ł���B �@���������Y��ɐ؍�ł��ē�����O�E�E�E�E�E�E(^^�U �@�����A�������͖����E�E�E�E�E�B �@�@�@�@�@�@�@�܂��`����ȕ��ł��傤�B�@ �E�E�E�E�E�E��͂芴����ɂ́y�����`�b�v�z�����Ȃ�! ��@���@ �y�����`�b�v�z�Ƃ͎��������������H�`�b�v�ł���E�E�E �@�@�@�@�@�@�@ �@�@�@�@���E�E�E���͉��ƌ����đ債�����ł͖����B �@�@�@�@�@�����A�J�b�R�ǂ����O��t���������������ł������܂��B |
 |
|
| �y�@���@���@�`�@�b�@�v�@�a�@���@�z | |
 |
�@�y���㐹���`�b�v�z ���p�`�b�v�̑I��ɂ������Ă͎Y�ƊE�ł͉��H�̎�ށA���H�ޗ����̎�ނɂ���Č����ɑI������Ă��܂��B ���E��X�z�r�[�X�g�ɂƂ��Ă͎����I�Ȗʂ��܂ߑ����̐�����܂��B ���ɏd�v�ȗv�f�Ƃ��ẮA[�x�����܂ߒ��������鎖]��[�@�ׂȐ荞�݂��\]�ŁA��������x��[�ޗ���I���I�[���}�C�e�B�[�Ȑ؍킪�\]�ł��鎖���K�v�s���ł��B �E�E�E�����Ő��܂ꂽ�̂��A�Z�R�n���E�`�b�v��[���㐹���`�b�v]�ł��B |
| �y���p�`�b�v�̊�b�m���z �s �|�W�E�`�b�v �t�F��ʁi���� �Ƃ��܂��j�ɑ��đ��ʂɊp�x���t���Ă���p�x�́A�R���P�P���R�O�����̑��Ǝ�ނ͐F�X����܂��B �s �l�K�E�`�b�v �t�F���ʂɊp�x���t���Ă��炸�A���ʂ͊�ʂɑ��ĂX�O���ł��B �s �������p �t �l�K�̏ꍇ�`�b�v�P�̂ł͕t���Ă��܂���p�z���_�[�Ɏ��t������Ԃł͒����p�Ȃǂł͈�ʓI�ɕ��̂������p�x�ɂȂ�܂����A���̑��̓`�b�v�u���[�J�[���t���������p�͐��ɂȂ�܂��B �|�W�̏ꍇ�͒P�̂ŕt���Ă���ꍇ�ƕt���Ă��Ȃ��ꍇ������܂��A�l�K�Ɠ��l�ɁA�u���[�J�[�̗L���Ō��܂�܂��B �s �p�@�r �t �ǂ�����`�b�v�ގ�A�u���[�J�[�Ŏd�グ�r�܂Ń��C���i�b�v����Ă���A�ǂ��炩�ƌ����ΊO�a���H�Ȃ̂����a���H�Ȃ̂��Ŏg�������Ă���ꍇ�������悤�ł��B �s ���ʃ`�b�v �t �|�W�͕Жʂ����g���܂���A�l�K�̓u���[�J�[�ɂ��Жʎg�p�̕�������܂����A��ʓI�ɗ��ʎg�p�̕��������悤�ł��B�܂��O�����u���[�J�[���t�������͕Жʎg�p�ɂȂ�܂��B |
|
 |
�@�y �` �b �v �� �� �H �z �x����ׁA�����ĉ��H�ޗ���I�Ȃ��ׂɂ̓`�b�v�̑f�ނ͓��R[���d]���̕K�v��������x����D�悷��̂ł���l�K�E�`�b�v���ǂ��Ǝv���܂��B �������x���̍����ėp�̃l�K�E�`�b�v�́A��ʓI�ɂǂ����n�C�X(�����x�|)��X�N�C�̑傫���|�W�E�`�b�v�ɔ�ׂăL��(��)�Ɍ����Ă��܂��X��������悤�ł��B �ƁE�E�������Ŕėp�l�K�E�`�b�v��[�X�N�C]��[�傫��]�t���鎖�ɂ����B ���ꂪ�A���̏���ɖ�������[�����`�b�v]�ł��B ���̖����͓��ɈӖ��͖����J�b�R�ǂ��E�E�E���Ȃ��`���Ďv���ēK���ɂ��������ł��B �@�@�@�@�@�@�@�@�@�@(^^�U ����ƁE�E�E�E�f�ނ͐n��̌������Z�R�n���`�b�v�ł�����ɍ\���܂���B �����͎����ăV���v���ł��B �G�@�[�����[�^�[�������̓}�C�N���E�O���C���_�[�Ƀ_�C�A�����h�u��(#400�`#800���x�Ń�3�`6mm���x)��t���ă`�b�v�̐�[�ɃX�N�C��t����悤�Ɍ��킷�邾���ł��B ���̎��ɓ��ɒ��ӂ��Ȃ���Ȃ�Ȃ����͓u�̉�]�����ŁA�@�ׂȌ���������ׂɃ`�b�v�̐�[�ɑ��ĉ�]����Ɠu���V�����N���ɓ�������������Ō������܂��傤�B �t�����ō�Ƃ����ꍇ�A�u������`�b�v��[�ɓ����āA���������t�����ؐn����߉ނɂ��Ă��܂��\�������邩��ł��B �ܘ_�A�_�C�A�����h�u�ł̌���ɂ͐؍����t���ď����Â����グ�悤�B ���̏ꍇ�͓������u�f���Ɖ��f�Y���̃X�y�V�����؍�����g�p���Ă��܂��B ���̌���ɂ��K�R�I�ɍ��E�̐ؐn�������ɍ����̂Ń`�b�v�O���̌��������͕s�v�ł��B �{�����������̃R�[�e�B���O���������Ă��܂��̂ňꌩ�ד��̂悤�ł����A���H��̌��\���l����Ǝ��I�ɂ͂����߂̉��H�ł��B �E�E���̂悤�ȉ��H�ɂ���Đx���������A���V���[�v�Ȑؐn�������w�ǂ̉��H�ޗ��ɑΉ��ł���z�r�[�X�g�����`�b�v���A�Z�R�n���s�v�`�b�v����ϐg�𐋂���̂ł��B |
 |
|
 |
|
 |
�@�y �� �� �� �� �z ����Ɠ����@SUS304 ��12mm �ۖ_�ł̒Z�ʂƊO���̐؍�����Ă݂܂��傤�B ����������͕]���؍�ׂ̈ɐ؍���͎g�킸���S�h���C�؍�����݂܂��B �@�ŁE�E�E���ʂ� �@�@�@�@���̒ʂ萳���w�����x�E�E�E�ł��B �@�@��Ȃ����ȊO�A���ł��ꂻ���ł��B �@�@�@�@�@�@�@�@�@�@�R(^�B^)�m |
| ����Ȃ�ŁE�E�E����̓��W�́A����������Ċ����ł��B ���S�҂̊F����̏����ł����Q�l�ɂȂ�K���ł��B (^�B^) |
|
 |
|