

 |
|
| 【 愛用の溶接機とプラズマ切断機をご紹介致します 】 |
|
 |
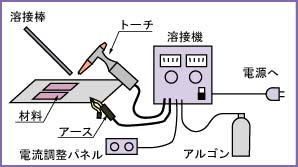
16〜17年前に、なけなしのボーナスで購入した愛用のインバーターTig溶接機です。 インバーターTig溶接機は交直両用でパルス出力ができるのでアルミやステンレス、チタンなどの厚物と薄物の溶接や異種金属の溶接に大活躍しています。 インバーターTig溶接機 日立 200A AD-GP2 インバーターペア いろいろ使って見ましたが、やはり、この手のプロ用の機材は日立製が一番ですね。 (^.^) ウンチク TIG溶接は,熱に強いタングステン電極(T)を持ち,その周囲に不活性ガス(イナートガス,I)を流して溶接する方法である。溶接箇所に酸素(空気)がなく,材料が酸化されないため,ステンレス鋼やアルミニウム合金の溶接ができるのが最大の特徴である。なお,不活性ガスにはアルゴンを使用することが多いため,アルゴン溶接とも呼ばれる。 直流と交流 TIG溶接は,アーク溶接と同様,直流と交流がある。ステンレス鋼や鉄系材料を溶接する場合は直流,アルミニウム合金を溶接する場合は交流とする。 |
 |
|
 |
愛用の溶接トーチです。 私の場合、電極はトリタン(トリウム・タングステン)のΦ2.0が一番多く使います。 |
 |
Tig溶接用のアルゴンガスです 条件にもよりますが、おおよそ7〜15リッター/miniで使用します。 プライベートユースで使う為、使用量が少なくビン(ボンベ)を貸してもらえず結局ビンを買ったのですが約\35,000もしました。 (T_T) おまけに何年かに一回、耐圧検査があり何万円も取られます。 |
 |
溶接面は両手が使いやすいように自動遮光式を使っています。 |
.jpg) |
ステンレス等の溶接作業風景です。 取りあえずは全姿勢(オールポジション)での溶接は可能です。 実は以前の勤務先で溶接学校に研修に行き、拡販営業のデモンストレーターを暫くやっていました。 (^。^) |
 |
|
 |
|
 |
これはチタンのパイプを溶接してみたところです。 チタンのパイプの場合、両端を塞いでパイプの中にもアルゴンガスをブローさせておいて溶接します。 |
 |
ステンレス溶接には欠かせない電解研磨機(マイトスケラー)です。 溶接後の焼けをとる機械です。 鏡面、梨地の両方が可能です。。 |
 |
これもTigと同時期に購入した愛機のインバーター・エァープラズマ切断機です。 エアープラズマはステンレスや非鉄金属の切断に、いつも使ってます (^o^) インバーター・エアープラズマ切断機 日立 PLP-50 (50A) 切断実力は t=12mm位までです。 |
 |
エァープラズマの切断作業風景です。 金属なら何でも簡単に切れちゃいます。 今、このエァープラズマをCNC化するべく設計中です。 |
 |
|
 |
|
| index.html index.html index.html index.html index.html index.html | |