

 |
|
| 【 愛用の小型旋盤をご紹介致します 】 |
|
 |
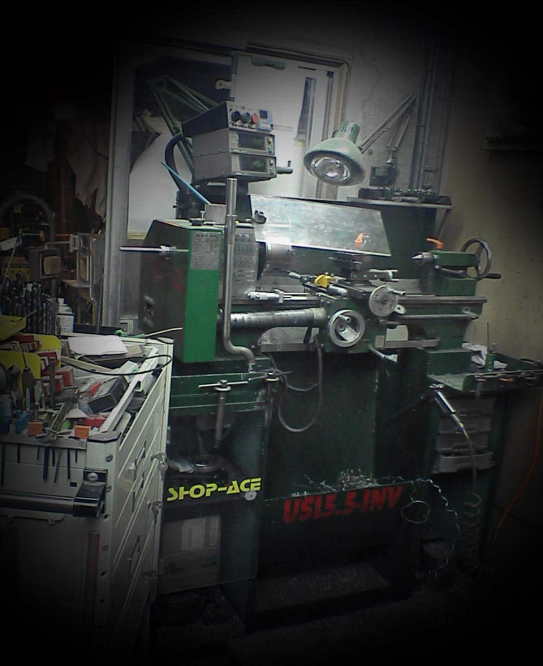
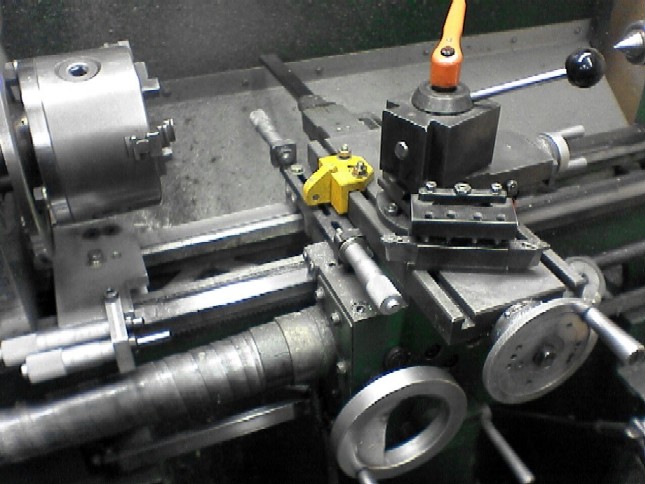
治具の製作や部品製作に欠かせないのがこの小型精密旋盤です。 かなり年季が入って来ていますが定期的に精度調整をやっていますのでバリバリの現役です。 小型精密旋盤 Shop-Ace 〔USL5A改〕 デジタルスケール後付 ベット上振り 230mm 芯間 500mm 主軸貫通孔 20mm モーター出力 750W 3Φ200V 入力電源 1Φ200V インバーター 寿貿易 より購入しました。 |
 |
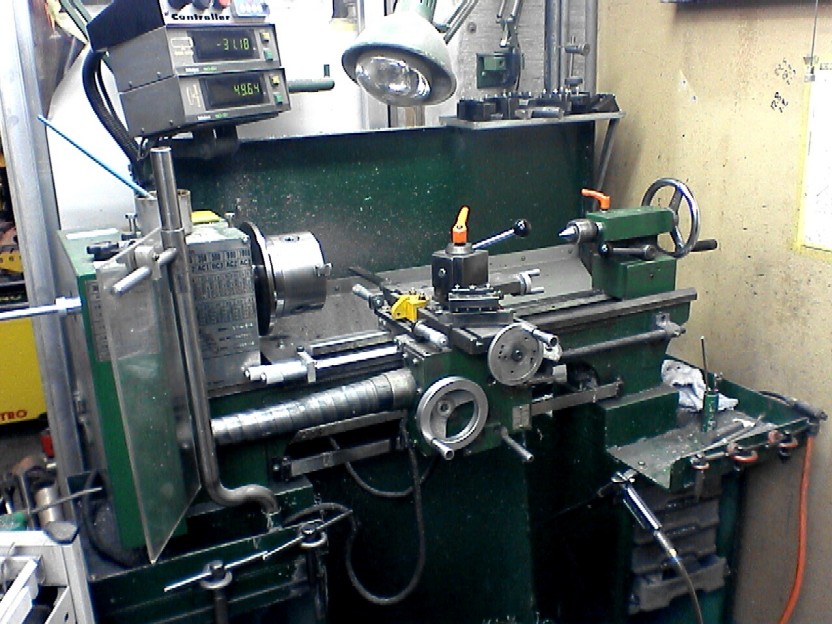
チャックは通常3爪と4爪を換装して使用しています。 回転軸には360度の分度器を取りつけ割り出しに使用しています。 |
 |
デジタルスケールの表示器とインバーター制御のコントローラー部です。 |
 |
左方袖の奥に取り付けました主軸モーター駆動用のインバーターです。 単相200V 入力/3相200V 出力 の0.75KW用です。 日立SJ200-007NFU です 配線図を下においておきますのでご参考に |
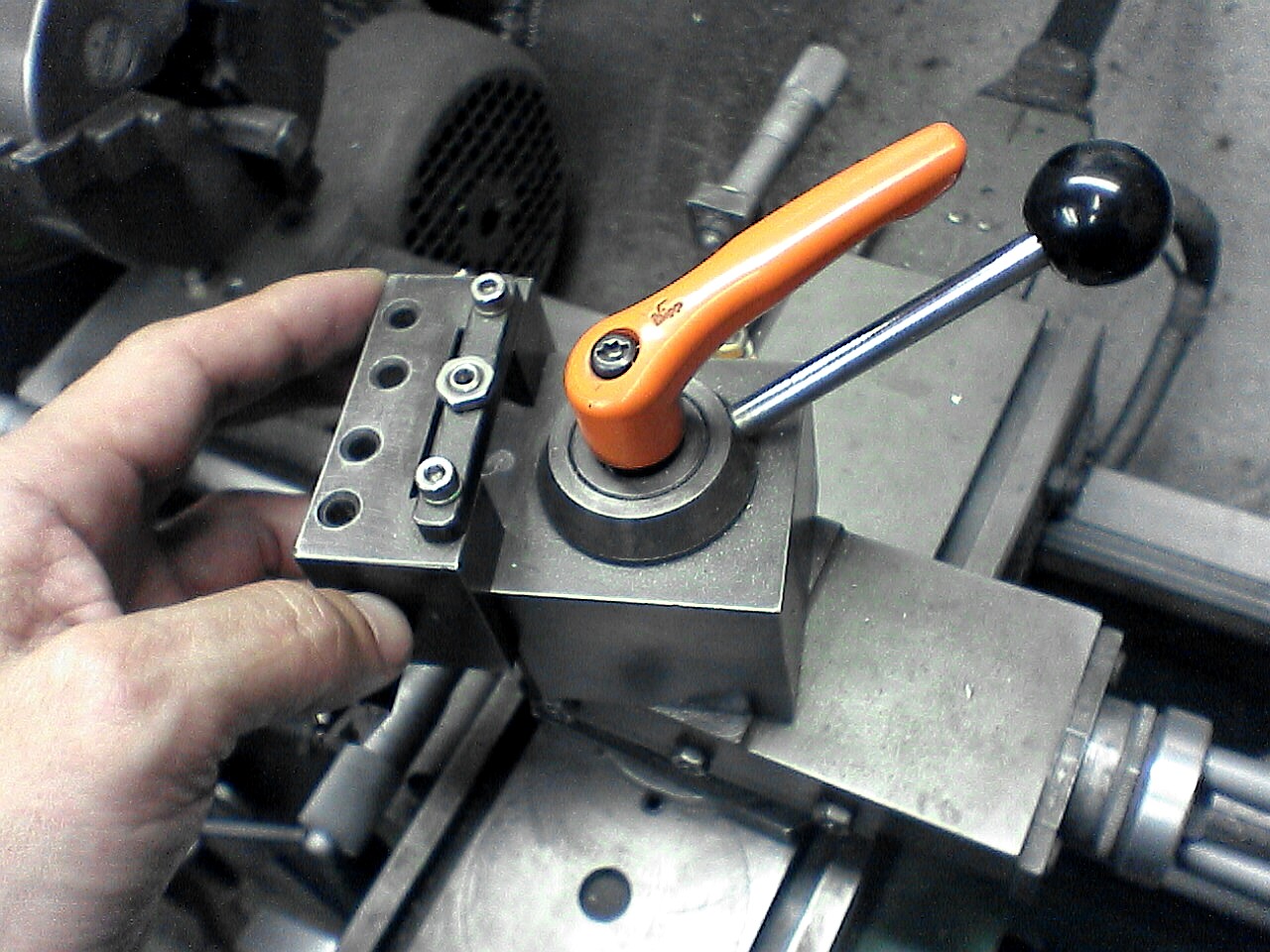 |
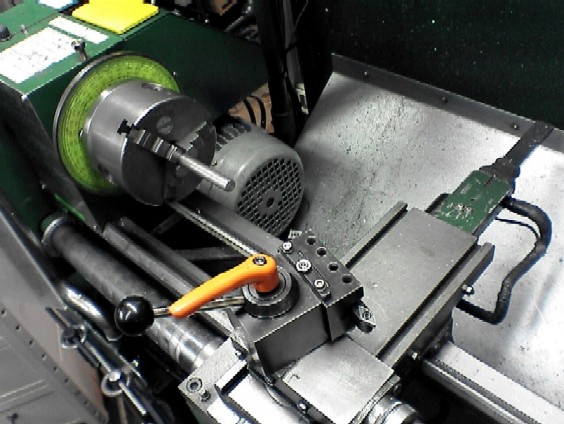
これは、いつも参考にさせて頂いている いしむらサンの作品を参考に作りましたクイック・チェンジツールポストです。 私達のようなプライベートユースには必須のアイテムです。 一旦、各バイト類の刃高調整をしてしまえば刃物の交換の度の調整が不要になり非常に作業効率が上がります。 参考にされる方がいらっしゃいましたら下からどうぞ いしむらサンのホームページ 【ミニ旋盤工作室】 は、非常に多彩な治具製作等、目をみはるものばかりですので一度は見て下さい必ず参考になる一品が見つかります。 Webには、他にも凄いサイトが目白押しで、いつもチェックしており Rock Hillさんのサイトも、いつも感心して拝見していますので、皆さんも一度は、こちらもチェックしてみて下さい。 Rock Hill さんの【旋盤で作る天体機材】 *2014年ご逝去されHPは閉鎖されました。 |
 |
|
 |
|
 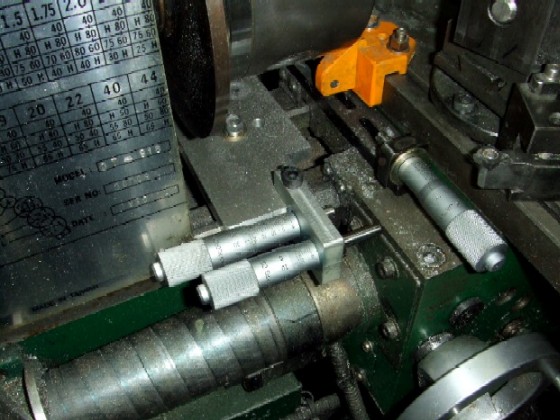 |
マイクロメーター・ヘッドをストッパーにして使っています。 中々の使い勝手で非常に精度の良い加工ができるようになりました。 |
 |
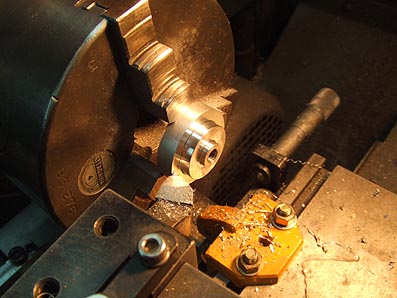
チャックを交換 4つ爪による切削です。 異形の素材は、やはり3つ爪では困難な場合が多いですね。 |
| 【 小型旋盤による研削加工例 】 | |
 |
一般的なスラストベアリング等は内径に寸法差をつけていますが外形がほとんどのサイズにおいて同寸の為、組み込みの制約を受け、採用に戸惑ってしまう場合も多いと思いますので、旋盤を使った研磨による外周のサイズダウンの手順をご紹介します。 今回は片方を外形24mmから0.5mm研削により外形を小さくします。 |
 |
まず、其々の旋盤の3爪チャックににおいて必ず特有の芯ズレ等がありますので精度良く加工するため冶具(ヤトイ)を作ります。 全ての高精度加工を行なう上で既存のチャックに頼らずヤトイなどを作って加工作業をする事が必要です。 特に極力、トンボ(反転、銜え直し)は避けるべきで、そうならない加工順序および設計が必要です。 基本的に、どんなに精度の出ている機械でも銜え直しをした段階で精度は、以前の1/10以下に落ちると考えるべきです。 今回は加工がしやすいアルミの寸切りを銜えさせます。 これは加工終了するまでチャックに銜えたままにします。 |
 |
今回の場合はスラストベアリングの内径(軸穴)に合わせて段付加工をし中心に固定用のボルト穴とタップをたてておきます。 それに、スラストベアリングの外形を小さくしたい方を嵌め込みセンターのボルトで締め込みベアリング固定し研削を開始します。 |
 |
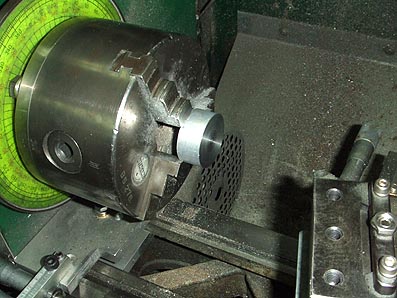
旋盤の刃物台にダイヤモンドホイルを取り付けた自作ツールポストグラインダー(ホームセンターで買った小型の両頭グラインダーを改造)を取り付け少しづつの研削量で左右に送り研削してゆく。 |
 |
0.05〜0.1mm程度づつ、ゆっくり送り研削してゆく。 熱歪を起こさせない為にも時折、切削液(CRCでも何でも冷やせれば良い)を塗布する。 旋盤で、この作業を行なった場合は研削の微細粉末が剃刀台等に付着しますので作業後の清掃が必要不可欠です。 |
 |
:研削終了、完成 見事、旋盤(改)研削盤で特殊鋼でできているスラストベアリングの外周を加工しました。 ダイアモンドホイールによる研削なので殆どバリは出ていませんが気になる場合は軽くラッピング(ダイアモンドヤスリ)で擦ればOKだと思います。 完成品の直径は約Φ23.5mmで仕上がりましたので使用用途が自由になりました。 ヽ(^。^)ノ |
 |
|
| index.html index.html index.html index.html index.html index.html | |